

 Vítejte, dnes je
čtvrtek
03.
duben
2025
Vítejte, dnes je
čtvrtek
03.
duben
2025
Plochá pouzdra součástek, jako například QFN (Quad Flat No-lead), někdy rovněž známé jako MLF, mají výhodné elektrické a tepelné vlastnosti a jsou hojně používány na hustě osazených deskách plošných spojů, které se vyznačují úsporou místa.
Obecně platí, že vadné QFN součástky mohou být vyměněny. Nicméně, na rozdíl od BGA nebo CSP, nemají tyto komponenty na kontaktech vlastní pájecí materiál. Proto je nutné před pájením dodat na kontaktní plošky součástky a odpovídající pájecí plošky na desce definované množství pájky. Tím jsou dány některé požadavky na opravárenskou stanici pro QFN.
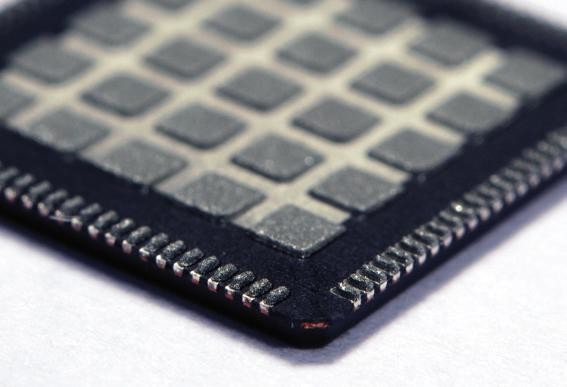
Obr. 1 QFN komponent
Odpájení součástky QFN jako takové nepředstavuje příliš velký problém. Pokud jde o opravu, mají tyto součástky výhody oproti BGA a CSP, jelikož nebezpečí nedefinovaného složení pájky způsobené smícháním slitin během přetavovacího procesu (reflow) může být zažehnáno volbou správné pájecí pasty. Nicméně, vzhledem k hodně proměnlivému zbytkovému množství pájky na desce, neexistují pro bezpečné a opakovatelné umísťování součástky do zbytkové pájky žádné definované podmínky. V důsledku toho se doporučuje používat schválená a přednostně bezkontaktní řešení pro stanovení předběžných podmínek pro nanesení nové pájky.
Vzhledem k tomu, že okolí QFN bývá stále více zastavěno, není vždy praktický zavedený způsob nanesení pájecí pasty na desku pomocí šablony a stěrky. Na druhé straně, nanesení pasty na vysoký počet kontaktů je pomalý proces a přesnost neodpovídá požadavkům. Navíc je třeba používat určité pájecí pasty, protože ne všechny z nich jsou pro toto nanášení vhodné.
Řešení pro snadné, bezpečné a rychlé použití pájecí pasty poskytuje již samotné QFN pouzdro. Na rozdíl od BGA nebo CSP, mají QFN pouzdra dokonale plochou spodní stranu. To umožňuje nanesení pájecí pasty přímo na jeho kontakty po překlopení pouzdra, pokud je zajištěno jeho správné upnutí.
Pro nanesení nové pájecí pasty na kontakty existují různé metody. Jejich společným cílem by mělo být její umístění do správné polohy a dosažení vysoké úrovně rovnoměrného nanesení. Po jeho úspěšném provedení je zde ještě další problém, se kterým je nutné se vyrovnat: Jak správně manipulovat se součástkou s nanesenou pájecí pastou tak, aby nedošlo k jejímu poškození?
Obecné řešení jak ochránit nanesenou pastu spočívá v odděleném přetahovacím procesu v peci po nanesení pasty na součástku. U většího počtu komponentů lze alternativně aplikovat tuto pastu současně prostřednictvím keramické přenosové desky. Dávkovač nanese pole kontaktů QFN zrcadlově na keramickou desku. Poté jsou QFN součástky umístěny nad deskou a pájka se přetavením dostane na kontaktní plošky součástky.
Hlavní nevýhodou výše uvedených metod je to, že u obou aplikací prochází nová QFN součástka sporným teplotním cyklem ještě před vlastním procesem pájení. Každý přetavovací postup znamená další tepelné namáhání a bude mít tedy dopad na kvalitu a spolehlivost komponentu a jeho elektrických spojení, přičemž bude pro OEM obtížné garantovat kvalitu opravených sestav. Podle standardu IPC 610/JEDEC 001 by neměly být QFN součástky vystaveny více než třem přetavovacím cyklům, což je kritické například tehdy, když se snažíte QFN součástky vyrovnat.
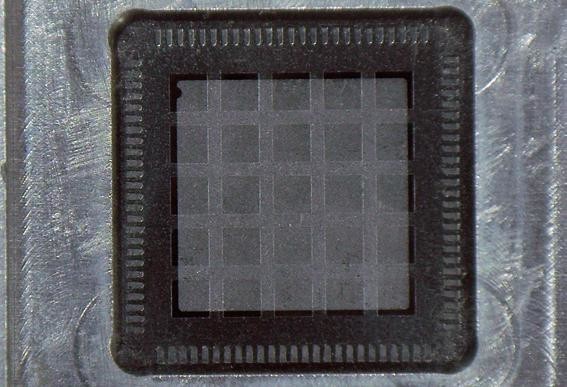
Obr. 2 QFN komponent zaměřený na šablonu DCP modulu
Kromě toho, omezená dostupnost, stejně jako aspekty spojené s časem a náklady, jsou příčinou zpomalení nanášení pasty – nemluvě o nutnosti provádět všechny průběžné kroky v uzavřeném prostředí ESD.
Nakonec, oba přístupy pro aplikaci pasty potřebují rovněž další zařízení, která však nejsou nedílnou součástí typické opravárenské stanice.
S ohledem na všechna uvedená hlediska je doporučeným řešením přímé nanesení nové pájecí pasty na QFN součástky těsně před pájením. Přímé nanesení pájecí pasty na součástku (DCP – Direct Component Printing) zajišťuje komplexní řešení pro QFN/MLF součástky s roztečí 300 mikronů a méně, pokud je kombinován s dalšími potřebnými kroky v procesu opravy.
Odstranění zbytkové pájky, bezpečná manipulace se součástkou a přetavení součástky s optimalizovaným teplotním profilem pro součástku s čerstvě nanesenou pastou, zajistí hladký průběh efektivní opravy. Jelikož se nanesení pasty bude provádět při pokojové teplotě nebo teplotě pracoviště, neočekávají se žádné tepelné problémy. Předcházející proces odstraňování zbytkového pájecího materiálu zajišťuje podmínky pro definovaný a rovný povrch desky. I v případě, že by někdy výsledky nanesení pasty nesplňovaly požadavky, může být snadno provedena oprava za pokojové teploty, bez ponechání vytvořených kapek pájky na součástce.
Jak ukazuje následující popis, přímé nanesení pasty na součástku je následným krokem v proceduře, který používá modul Direct Component Printing (DCP) integrovaný do opravárenské stanice. Každý krok je navržen tak, aby se minimalizovalo riziko rozmazání pasty.
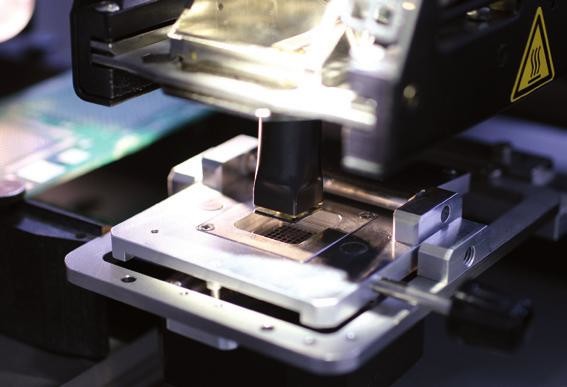
Obr. 3 DCP modul
Součástka, na kterou má být pasta aplikována, se pomocí vakuové pipety vloží do matrice a zvedne se odtud pomocí pájecí hlavy. Otvory v šabloně, která je sevřena do DCP modulu a pájecí plošky součástky jsou navzájem zarovnány.
Nyní je QFN součástka umístěna na šablonu a zafixována ve své poloze. V dalším kroku je součástka převrácena o 180° tak, že její pájecí plošky směřují vzhůru. Pájecí pasta může být nyní rozetřena stěrkou. Tenký povrch šablony umožňuje nanést pastu na pájecí plošky rovnoměrně. Jakmile je pasta nanesena, může být výsledek zkontrolován pomo-cí zvětšovací optiky FINEPLACER®. Potom je součástka převrácena zpátky tak, že jeho zadní strana směřuje k nástroji pro přetavení. Na konci tohoto postupu je součástka z modulu DCP vyzvednuta. Pomocí optického přístroje FINEPLACER® s děleným zaměřením jsou pájecí plošky zarovnány s podkladem a součástka je uložena před přetavením.
Výměna nástrojů není nutná, protože pro kompletní sekvenci DCP se používá standardní pájecí hlava. Tímto způsobem je zajištěno, že jakmile je součástka vyzdvižena z modulu, může proces sestávající ze zarovnání, umístění a přetavení pokračovat automaticky. Implementace dusíku do procesu přetavení zlepší tvorbu optimální pájecí kapky.
Přímé nanesení pájecí pasty na součástku pomocí DCP modulu FINETECH se jeví jako velmi efektivní, bezpečná, snad-no použitelná a časově úsporná metoda zlepšující výnos z oprav QFN s jemnou roztečí, která již není proveditelná lidskou rukou a postřehnutelná lidským okem. DCP se stává nedílnou součástí opravářského cyklu a může být prováděn na kterýchkoliv opravářských stanicích FINETECH vybavených modulem DCP. Na rozdíl od jiných aplikací pasty zde již žádný další dodatečný proces přetavení není nutný, což přispívá k zabránění tepelnému namáhání a šetří čas i peníze. Je zaručeno, že opravená sestava bude v OEM kvalitě. Dokonce i moderní pouzdra jako QFN/MLF součástky bez vlastního pájecího materiálu budou procházet pouze jedním přetavovacím procesem – bez kompromisů!














