
 Vítejte, dnes je
středa
17.
červen
2026
Vítejte, dnes je
středa
17.
červen
2026

Inovace procesu pokovení průchozích otvorů v DPS
Autor: Ing. Alexandr Otáhal, doc. Ing. Ivan Szendiuch, CSc., UMEL – FEKT VUT v Brně / Ing. Adam Crha, doc. Ing. Richard Růžička, Ph.D., MBA, Ing. Václav Šimek, UPSY – FIT VUT v Brně

Úvod
V dnešní době je technologie galvanického prokovování vrtaných otvorů na deskách plošných spojů dobře známou a prozkoumanou oblastí. Sériová výroba využívá hned několika různých procesů pokovení stěn vrtaných otvorů mědí, které jsou optimalizované a spolehlivé. Velké provozy však vyžadují poměrně náročné technologické zázemí s precizně odladěnými postupy, v nichž jsou promítnuty často velmi různorodé požadavky (vícevrstvé desky plošných spojů, různé typy základních nosných materiálů a podobně). U zařízení pro výrobu prototypů nemusí být vždy možné dosažení stejných parametrů, jako je tomu u zavedené sériové produkce. Jeden z možných postupů je popsán dále.
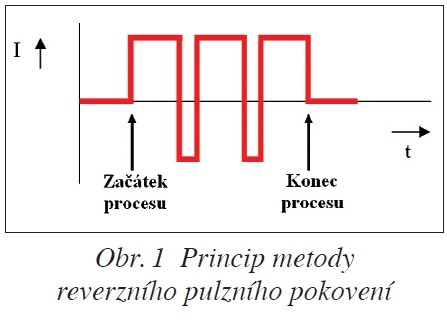
Proces pokovení stěn průchozích otvorů, a tedy vzniku vodivého propojení požadovaných vrstev desky plošných spojů, zahrnuje několik zásadních kroků, z nichž každý má své zvláštnosti a omezení. První dva kroky v sobě zahrnují mytí provrtaného plátovaného základního materiálu, kde je cílem odstranění povrchových nečistot, které by mohly zásadně ovlivnit úspěšnost provedení následujících dvou kroků. Třetím krokem je aktivace, resp. zvodivění povrchu plátovaného materiálu pomocí roztoku na bázi uhlíku. Tento roztok má velmi dobrou adhezi na materiál FR4, který je obnažený ve vyvrtaných dírách. Použitý roztok má viskozitu velmi blízko k vodě, tudíž snáze proniká i do menších otvorů. Čtvrtým krokem je pokovení, kde se využívá metoda reverzního pulzního pokovování. Tato metoda je založena na střídání orientace proudu v dané periodicitě, jak je principiálně znázorněno na obr. 1. Její hlavní výhodou je odebírání přebytečného materiálu, který se vytváří především na hranách, během procesu, a tím i vytváření rovnoměrnější vrstvy mědi po celé ploše.
Inovace v procesu pokovení
Inovativním krokem v procesu galvanického pokovení je použití sníženého tlaku při procesu zvodivění povrchu základního materiálu, resp. povrchu nevodivého organického dielektrika. Díky tomu nemusí být během aktivace s deskou pohybováno, aby byla zajištěna distribuce aktivátoru i do menších děr. Hlavní myšlenka zde tedy tkví v tom, že dojde k uvolnění vzduchových bublinek blokujících především navrtané otvory o velmi malých rozměrech (průměr pod 0,4 mm), a tím dojde k aktivaci stěn malých děr. Tento efekt se využívá i v jiných technologiích, například při některých variantách procesu pájení, kde za pomoci sníženého tlaku dochází ke snížení povrchového napětí pájky, což následně přispívá ke zvýšené rozpínavosti uvíznutých plynů. Plyn se tak snáze dostane z oblasti pájeného spoje.
Ověření nové metody
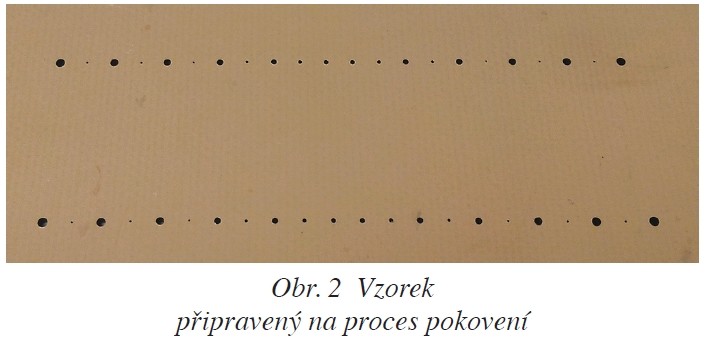
Základní experiment byl proveden na vzorcích vyrobených ze základního materiálu FR4 tloušťky 1,5 mm oboustranně plátovaného 18 μm mědi. Přířez A4 byl rozdělen na menší díly a následně do něj byly vyvrtány díry o velikostech 1,5 mm, 1 mm, 0,9 mm, 0,8 mm, 0,7 mm, 0,6 mm, 0,5 mm, 0,4 mm, 0,3 mm a 0,2 mm. Vytvořený testovací motiv je na obr. 2.
Po vyvrtání průchozích děr následuje proces pokovování. Před pokovením se DPS odmastí a zbaví zbytků po vrtání ve dvou lázních. Cílem bylo potvrdit možnost vytvářet pokovené díry menší, než udává výrobce pokovovací linky, která byla využita z důvodu opakovatelnosti a řízení procesu (tzn. < 0,3 mm).
Po aktivaci lze provést samotné galvanické pokovení mědí. V této části procesu byl využit roztok síranu měďnatého a kyseliny sírové. Jak bylo popsáno v úvodu, byla využita metoda reverzního pulzního pokovování.
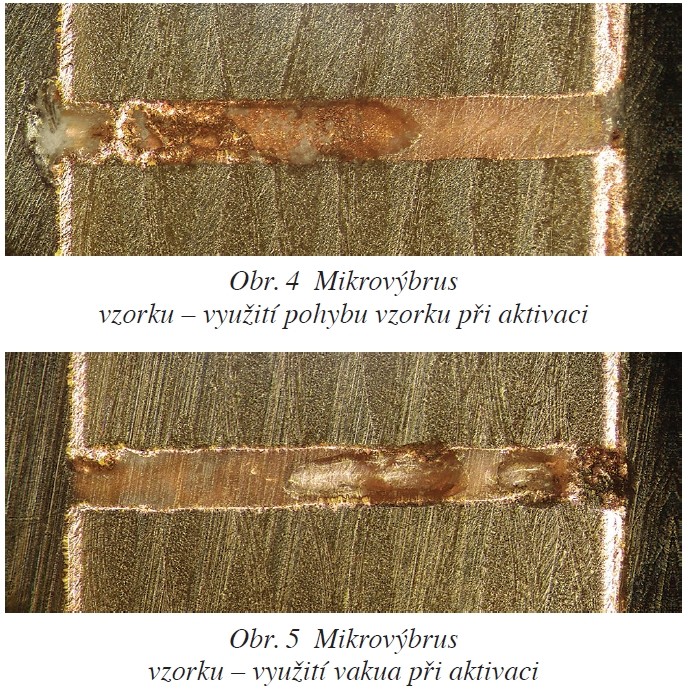
Pokovené vzorky byly podrobeny dvěma základním testům. První byl nedestruktivní. Jednalo se o měření odporu daného prokovu, aby byla zjištěna jeho jakost. Průměrně měly vzorky aktivované za pomoci sníženého tlaku vyšší kvalitu prokovených otvorů 0,2 μm než vzorky aktivované za atmosférického tlaku. Druhý test byl destruktivní, kdy došlo nejprve k zalití vzorku do pryskyřice a následně k jeho vybroušení za účelem zjištění struktury a vzhledu vzniklého prokovu. Mikrovýbrusy vzorků jsou na obr. 4 a 5. Na obr. 4 lze vidět mikrovýbrus, který je v porovnání se vzorkem na obr. 5 méně kvalitní. Z důvodu vzniku vzduchové bubliny během procesu aktivace nebyla část stěny aktivována a následně byla nedostatečně prokovena. Vzduchová bublina také vytvořila předěl z aktivátoru, díky čemuž došlo k vytvoření přepážky zabraňující rovnoměrnému pokovení otvoru.
Závěr
Tento článek popisuje výsledky výzkumu inovované technologie pokovení průchozích otvorů u desek plošných spojů, které vznikly za podpory projektu FEKT/FIT-J-15-2832. Poukazuje na nové možnosti v oblasti vytváření prokovů u prototypových výrobků a malých sériových výrob. Inovace procesu v podobě sníženého tlaku během aktivace ukazuje zlepšení pronikání roztoku uhlíku do menších otvorů.
