
 Vítejte, dnes je
úterý
23.
červen
2026
Vítejte, dnes je
úterý
23.
červen
2026

Zavedení nízkoteplotního procesu SMT
Shrnutí
Nízkoteplotní SMT pájení – nejenže existuje, ale je předmětem stále širšího používání a představuje klíčovou technologii umožňující obrovské úspory na komponentech a laminátech. Nahrazení nákladného měkkého pájení vlnou u většiny moderních výrobců umožnilo kratší zpracování, které nejen ušetřilo energii, ale také velkou měrou snížilo škodlivé účinky tepelného šoku při měkkém pájení vlnou.
Klíčová slova: nízkoteplotní, BiSnAg, prohýbání, PITH, výlisky, pájecí vlna.
Nižší náklady na komponenty
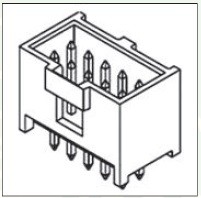
Vezměme jako příklad uzavřený konektor Molex. Jeho cena je 0,84 $/kus při nízkoteplotním pájení, ale běžná varianta stojí 1,23 $/kus při velkých objemech. To představuje přímou úsporu 46 % pro jediný konektor. Pak je zde nízkoteplotní pájka pro IC komplety. Většina ostatních komponentů je levnější pro nízkoteplotní pájení. Dále vezměme rozmanitost všech komponentů a typů tvořících dnešní typické montážní skupiny a je jasné, proč je nízkoteplotní pájení tou pravou cestou.
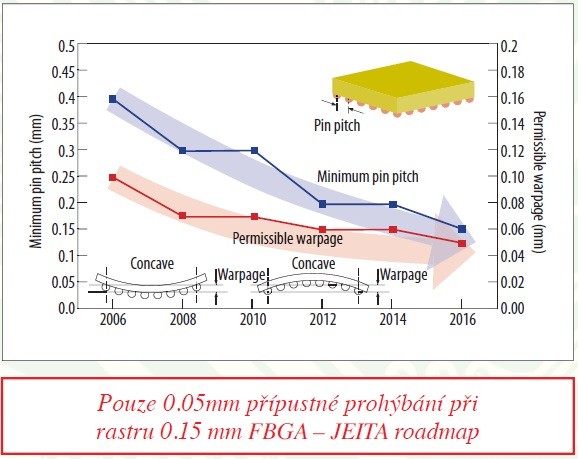
Lepší vyrovnání komponentů
Vyrovnání komponentů je mnohem lepší v případě, že laminát se prohýbá mnohem méně při nízkoteplotním pájení než při teplotách s používáním bezolovnatých nebo SnPb pájek. Kromě toho, nízkoteplotní pájení umožňuje používat jemnější rastr a menší rozestupy, a díky nižšímu prohýbání laminátů umožňuje rovněž vyšší hustotu součástek na běžných montážních skupinách.
Levnější lamináty
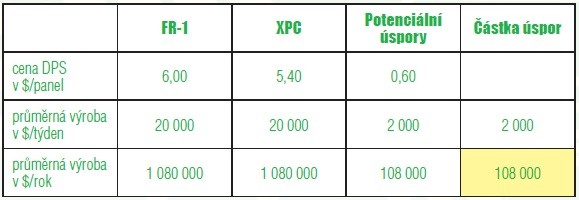
Vzhledem k tomu, že lamináty se při nízkoteplotním pájení prohýbají méně, mnoho výrobců využilo tuto výhodu a přešlo k méně nákladným materiálům pro lamináty s cílem získat ještě vyšší úspory. Tam, kde to aplikace připouští, již levné lamináty mohou vyjít dokonce levněji, jako v následujícím výňatku z Value-In-Use (hodnota udělená uživatelem):
Protože toto byla pouze studie proveditelnosti materiálu DPS (desek plošných spoju), potenciální úspory jsou odhadnuty v následující tabulce. Cenové rozdíly DPS byly odhadnuty na 10 % mezi materiály na základe ruzných dodavatelu DPS.
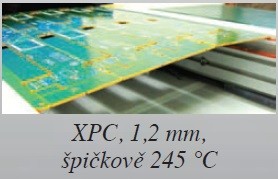
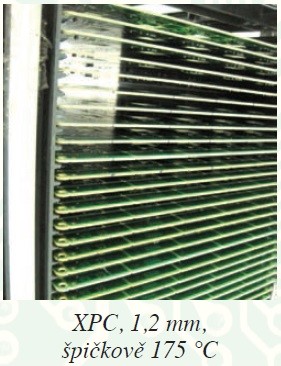
Snížené prohýbání laminátů
Ačkoliv XPC měkne mnohem víc než FR-1 ve výše uvedeném případě, vyšel po pájení přetavením rovný, když byl pájen při nastaveních pro slitinu SAC305. Dvě desky na následujících fotografiích jasně ukazují tento rozdíl. Aktuální aplikace a výrobky využívající FR-4 laminát mohou být vyhodnoceny jako kandidáti na možné snížení nákladů. Do této kategorie spadají mnohé spotřebitelské výrobky, u kterých je implementace nízkoteplotního pájení přínosem.


Úspory spojené s náhradou pájení vlnou
Právě redukce kapitálových investic ustoupením od pájecích tyčí a nestálost cen kovů byla pro mnohé dostatečnou hybnou silou pro přechod na nízkoteplotní pájení. Pro ty, kdo konvertovali své pájení vlnou na nízkoteplotní SMT pájení, se otevřela zcela nová oblast přínosů, počínaje snížením doby přes zlepšení kvality až k úsporám energií, výrobních ploch a pracovních sil.
Nízkoteplotní konverze
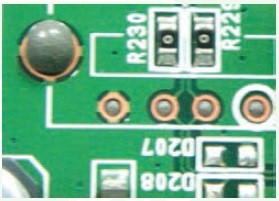
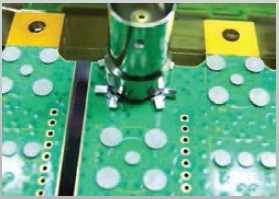
Existuje několik strategií konverze pájení vlnou na nízkoteplotní pájení. V počátečních pokusech (a dodnes stále používaná) metoda Paste-In-Through-Hole (PITH) vytlačuje pastu celou cestou do PTH, jak je vidět na předchozím obrázku. Tento přístup občas používá nekonvenční procesy jako například tryskový potisk; pokud je kombinován s komponenty a dalšími optimalizacemi, zaměřuje se na mnohé problémy s vyplňováním otvorů, které obvykle vznikají při pájení vlnou. S potiskem na horní nebo spodní straně PITH zanechává nejméně zbytků ze všech zde probíraných metod.
Jiným přístupem je jednoduchý přetisk a následné spoléhání se na povrchové pnutí roztavené pájky pro pozdější vytvoření řádných pájených spojů. Ačkoliv je tento přístup nejméně komplikovaný a nejvíce přímočarý, musí zde existovat dostatečná vůle kolem každého místa PTH. Je třeba zdůraznit, že zde mohou existovat nepřijatelné zbytky otisků tavidla na masce pájení, v závislosti na kritériích kvality tavidla nebo elektrickém výkonu.
A konečně, nejnovější přístup, který se nezaměřuje pouze na různé nedostatky předchozích dvou metod, ale je i kombinací PITH a výlisků z pájky.
To znamená strategické rozmístění pájky (ve formě běžných součástek na pásce v cívce T&R) pomocí osazovacího stroje na místech PITH. Z hlediska aplikování je nejpružnější, a řeší dokonce i ty nejsložitější problémy, které pájení vlnou nemůže v normálním případě překonat – vyplnění otvorů v silných několikavrstvých laminátech bez nadměrného množství zbytků tavidla na spodní straně, které brání testování pinů.
Výhody výlisků (tvarovek)
Přidání výlisků pájky se postará o vyřešení dalšího problému – hustoty komponentů. Několikanásobné nebo malé výlisky mohou být rozmístěny strategicky ve stísněných prostorách pro využití PITH, a přesto stále plní požadavky na rovnoměrné vyplnění otvorů a spojů. Natištění pájecí pasty a výlisky jsou mnohem přesnější než pájení vlnou. To vede k opakovatelným vyplněním otvorů a spojů, dokonce i v případě tlustých a vícevrstvých montážních skupin s vysokým nahromaděním tepla. Rovněž tak je zcela vyloučen vysoký tepelný šok působící na takovéto kritické a nákladné montážní skupiny při extrémních nastaveních pájení vlnou.
Pájení přetavením versus pájení vlnou
Vedle odstranění vysokého tepelného šoku, který působí na montážní skupiny v kontaktu s roztavenou pájkou při pájení vlnou, nízkoteplotní pájení přetavením vystavuje montážní skupiny pouze krátkodobě teplotám nad 138 °C.
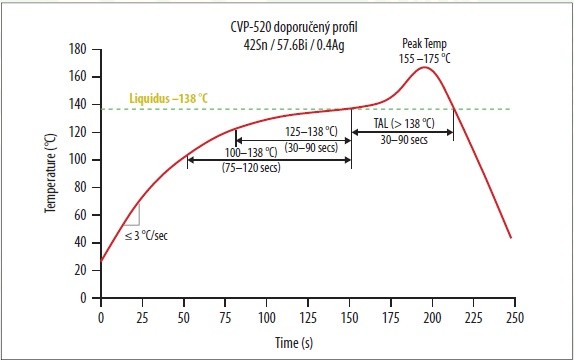
Nárůst teploty na špičkovou hodnotu je u nízkoteplotního pájení přetavením velmi mírný oproti nárazovým a rychlým teplotním špičkám v případě pájení vlnou. V důsledku toho není prakticky zapotřebí žádné upínání do přípravků/palet pro eliminaci účinků vysokoteplotního šoku.
Běžné pájecí slitiny
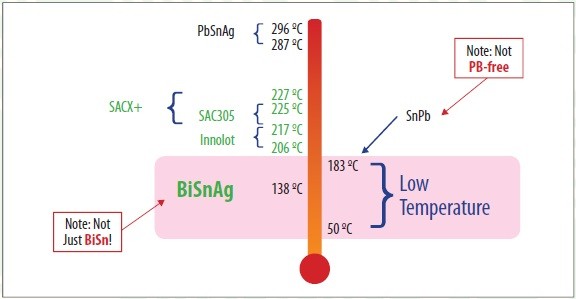
Z množství nízkoteplotních pájek je nejpopulárnější a léty používání nejvíce prověřená slitina BiSnAg. Taví se při teplotě 138 °C (to je dokonce méně než SnPb), nicméně má výhody bezolovnaté pájky. Výše je uveden rychlý odkaz na běžně používané pájecí slitiny. Povšimněte si rozdílu mezi BiSnAg, který je primárně probírán v tomto článku; oproti BiSn, která má tendenci vytvářet křehké spoje a je zdrojem dřívější špatné pověsti. Pro praktické účely lze slitinu 57.6Bi42Sn0.4Ag považovat za eutektickou.
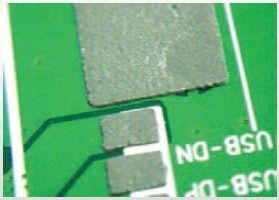
Lesklé spoje
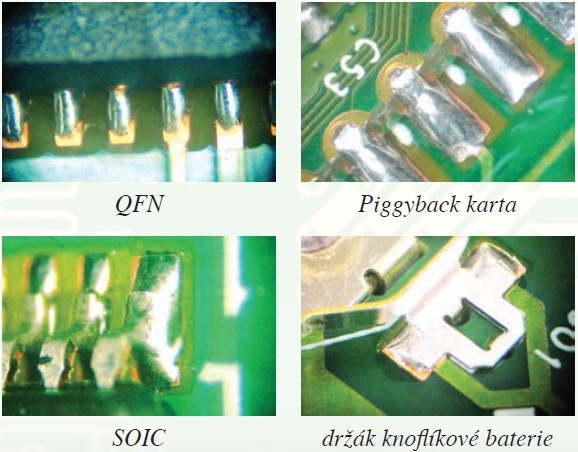
Nízkoteplotní pájky se obvykle rozlévají a vzlínají velmi dobře, přestože neobsahují olovo. Takovéto spoje mají tendenci být velice hladké s excelentním smáčením, jak je vidět na příkladech:
Pevné pájené spoje
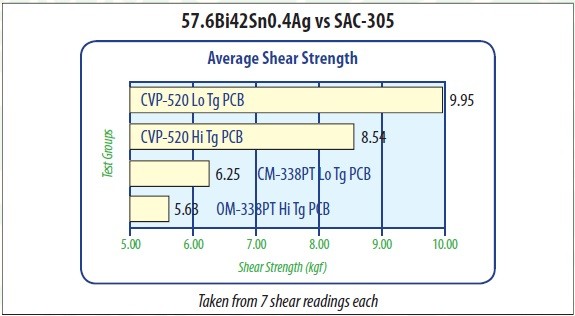
Navíc k dobrému vzhledu jsou spoje při nízkoteplotním pájení také pevné. Ačkoliv jsou někdy pevnější než typické spoje SAC305, chování konvenčních bezolovnatých spojů v pádových testech bylo minimálně srovnatelné. Následně uvedené údaje z porovnání mechanické pevnosti musí rozptýlit obavy z velmi slabých spojů a napravit historicky špatnou pověst, kterou získala slitina BiSn. Je zde uvedena interakce pájky s Hi & Lo Tg lamináty. Běžně vyráběné montážní skupiny byly namátkově testovány minimálně na porovnání. CVP-520 je populární nízkoteplotní pasta, zatímco OM-338PT je široce používaná bezolovnatá pájecí pasta. Pevnější Hi Tg ztrácí vzhledem k Lo Tg laminátům pravděpodobně v důsledku větší poddajnosti Lo Tg laminátů během testování. Nicméně data jsou mezi lamináty Tg a teplotami zpracování pájek konzistentní.
Závěr
S již dostupnými údaji a potenciálními cenovými přínosy lze nízkoteplotní pájení považovat za velice vhodné pro implementaci. Existuje dokonce software s názvem „Aspen“ pro analýzu vhodnosti zavedení nízkoteplotního pájení. Připojte se k této nové alternativě. Vývoj již nyní slibuje mnoho a jistě se objeví i další výhody.
