

 Vítejte, dnes je
čtvrtek
03.
duben
2025
Vítejte, dnes je
čtvrtek
03.
duben
2025
Při výrobě elektrického zařízení, respektive desek plošných spojů (DPS), se zcela jistě budeme muset potýkat s problematikou technologie pájení. V elektrotechnickém průmyslu se používá tzv. „měkké pájení“, což je jinak řečeno metalurgické spojování dvou kovů pomocí pájky (slitin cínu s dalšími kovy) za použití teplot do 500 °C. Kvalita zapájení DPS je ve výsledné kvalitě produktu jedním z nejvíce určujících aspektů, ale zároveň také nejnáročnějším, neboť nám jej ovlivňuje několik nepříznivých činitelů způsobujících především oxidaci, znečištění, porézní povrch a další ztěžující vlivy.

Obr. 1 Přehřátá zoxidovaná pájka
V dnešní době se již nepoužívá pro pájení olovnatá pájka z důvodu toxicity olova. Jako náhrada za olovo je použito minoritních podílů příměsí, nejčastěji mědi a stříbra. Na první pohled je zřejmé, že rozdíl bude v ceně za tuto pájku, zvýšení teplot (viz obr. 1), odolnosti pájecích nástrojů, neboť cín se chová jako rozpouštědlo pro kovy, z nichž jsou konstruovány hroty pájedel (viz obr. 2), dále větší křehkosti slitiny, horší přilnavosti, roztékavosti, pórovitosti povrchu a matného vzhledu spoje.
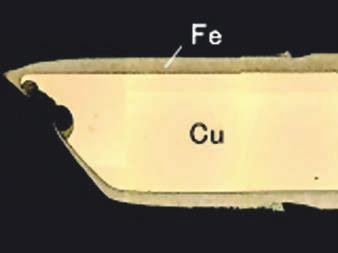
Obr. 2 Poškození hrotu cínem
Tento problém bezolovnatého pájení se týká všech technologických postupů, jakými jsou například metody smáčení, přetavením, pájení vlnou a další, ale také metody ručního pájení, kterým se zde budeme v dalším textu zaobírat.
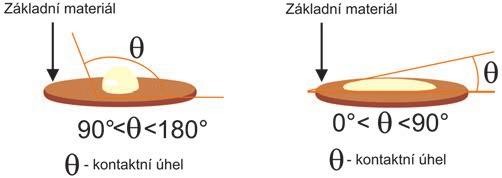
Obr. 3 Znázornění roztékavosti
Týká se hlavně správné volby hrotu, teploty a tavidla. Při potřebě většího předání tepelné energie tedy použijeme hrot s větší plochou, specifickým tvarem nebo minivlnou. Bod tání bezolovnaté pájky se pohybuje kolem 220 °C a více podle poměru obsahu příměsí, oproti tomu teplota dříve používané eutektické slitiny olova a cínu v poměru Sn 62 % a Pb 38 % byla 183 °C. Z toho vyplývá další požadavek i na pájecí stanici, která by měla zajistit stabilní výdej vyšší tepelné energie než doposud, a to i při větším odvodu tepla do objemnějších částí pájeného objektu. Tavidlo nám dále poslouží pro lepší přilnavost a roztékavost na pájený materiál. Účinnost tavidla je dána jeho číslem kyselosti souvisejícím s procentuálním vyjádřením obsahu pevných částic. Jako další stále přítomný nežádoucí efekt je již výše zmiňovaná oxidace. Díky oxidaci se znehodnocuje pájecí slitina, a to tím rychleji, čím vyšší pájíme teplotou. Velmi znatelně pak můžeme pozorovat horší roztékavost (viz obr. 3) a smáčivost (viz obr. 4).
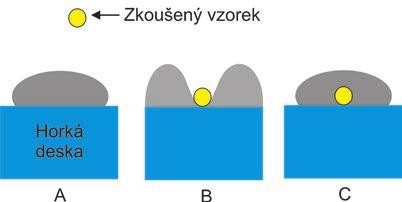
Obr. 4 Znázornění smáčivosti
Zlepšení těchto parametrů docílíme krytím pájecí slitiny v době jejího roztavení. Ochranu pájky lze při ručním pájení důsledně realizovat pouze inertním plynem, kterým bývá nejčastěji dusík. Princip spočívá v nasměrování soustředěného proudu dusíku na místo pájení, čímž zabráníme přístupu kyslíku. Tím se sníží povrchové napětí v místě pájení a povrch roztavené pájky téměř neoxiduje, následně se lépe rozteče a přilne k cílovému pájenému materiálu. Tuto vlastnost především oceníme při pájení velkých ploch, zoxidovaných povrchů nebo kontaktů s velmi malou roztečí (viz obr. 6). Vlastnosti pájení se pak blíží olovnatému pájení. Dusíková atmosféra je nejvyšší technologická úroveň pro ruční pájení.
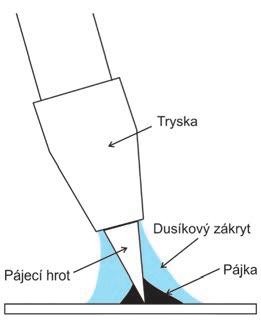
Obr. 5 Krytí pájeného místa
Celou problematiku Pb-free (bezolovnatého) pájení úspěšně řeší japonský výrobce HAKKO, který se s technologiemi pájení potýká již od roku 1952. Vyřešil jako první velice efektivně otázku dusíkového krytí při ručním pájení.
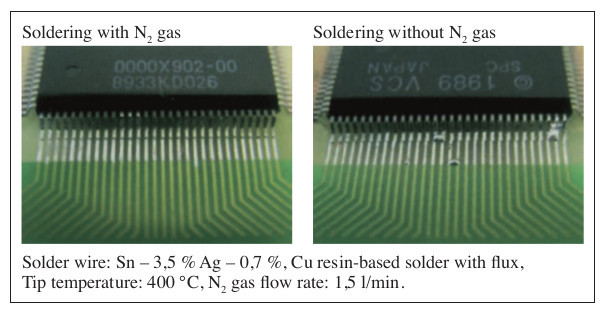
Obr. 6 Porovnání pájení kontaktů velmi malých roztečí v dusíkové atmosféře a bez dusíkové atmosféry
Výrobce pájecích a odpájecích technologií HAKKO nabízí mimo opravdu velmi rozsáhlého sortimentu také sestavy opravárenských pracovišť, které jsou vybaveny právě i systémem pro pájení pod krytím dusíkovou atmosférou.

Obr. 7 Pájecí pracoviště
Výše popsané problémy bezolovnatého pájení (zvýšení pájecích teplot, dostatečně výkonově dimenzované pájecí stanice, odolnost hrotů proti cínu) a dusíkového krytí řeší zařízení HAKKO. Pájecí stanice spolupracují s kompaktními hroty pro rychlou obnovu tepla a zároveň výkonově dorovnávají tepelnou energii při jejím stálém vysokém odvodu. Průběh výkonového dorovnávání a rychlé obnovy tepla je zřejmý z obr. 8, kde je v grafu zobrazen simulující pokles a následná rychlá obnova tepla „rozkmitaným“ průběhem. Výsledkem je střední tepelná hodnota, na které se následně reálně pohybujeme při procesu pájení. Tento rozkmit je technologicky přípustný s ±40 °C. V našem případě však dokážeme dosáhnout ještě menších rozkmitů. Kompaktní pájecí hroty totiž obsahují mimo topné tělísko i termočlánek umístěný na konci hrotu, který může poskytnout informaci o skutečné teplotě a vytvořit tak dokonalou zpětnou vazbu pro pájecí stanici, se kterou komunikuje v reálném čase (viz obr. 9).

Obr. 8 Diagram regenerace teploty dusíkového systému HAKKO pájecí stanice HAKKO
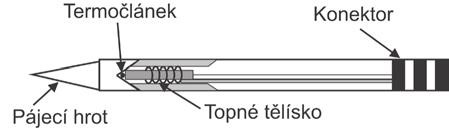
Obr. 9 Průřez kompaktním hrotem HAKKO
Dusíkový systém tvoří vyvíječ dusíku HAKKO FX-780 o maximální koncentraci 99,9 % N2. Na tento vyvíječ se připojí kompresor, ze kterého je ideálně vzduch veden přes sušičku vzduchu, kde se kondenzují tekuté složky. Dále je přefiltrován přes vzduchový filtr o nečistoty a nakonec přes „nejužší“ vodní filtr. Vyvíječ dusíku FX-780 funguje na podobném principu soustavy filtrů, kde se filtruje vzduch přes řadu filtrů, až se dostane na poslední plynný filtr, přes který projdou už jen atomy dusíku, neboť jsou menší než atomy kyslíkové. Dále je dusík veden přes regulátor FX-791, kde je možno nastavit průtok v l/min. Z tohoto regulátoru je již dusík veden přímo na pájecí ručku uzpůsobenou pro vedení proudu dusíku, která je napájená z pájecí stanice. Výhodou dusíkové ručky je, že využívá kompaktních hrotů, které jsou duté, a dusík je přiveden na konec hrotu. Pak dusík prochází kolem topného tělesa a na konci hrotu je proud dusíku soustředěn nástavcem přímo na špičku, kde již konečně pájíme (viz obr. 5 a obr. 10).
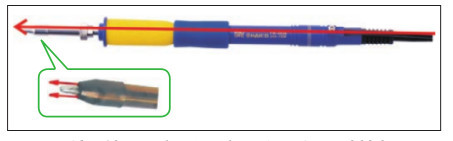
Obr. 10 Dusíková ručka HAKKO FM-2026
Nesmíme opomenout fakt, že dusík se průchodem přes topné těleso ohřeje a při proudění na místo pájení tak vytváří předehřev, který napomáhá dokonalému pájení. Důvodem je postupný ohřev slitiny, při kterém nedochází tak rychle k oxidaci. Schématické zapojení dusíkového systému je zřejmé z obr. 11. Pro pájení s krytím dusíkem jsou vhodné pájecí stanice HAKKO například FX-888D a FX-838.
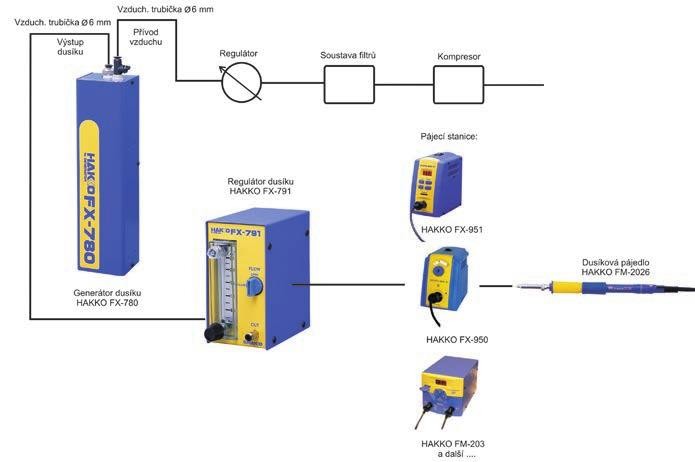
Obr. 11 Blokové schéma dusíkového systému














