

 Vítejte, dnes je
středa
02.
duben
2025
Vítejte, dnes je
středa
02.
duben
2025
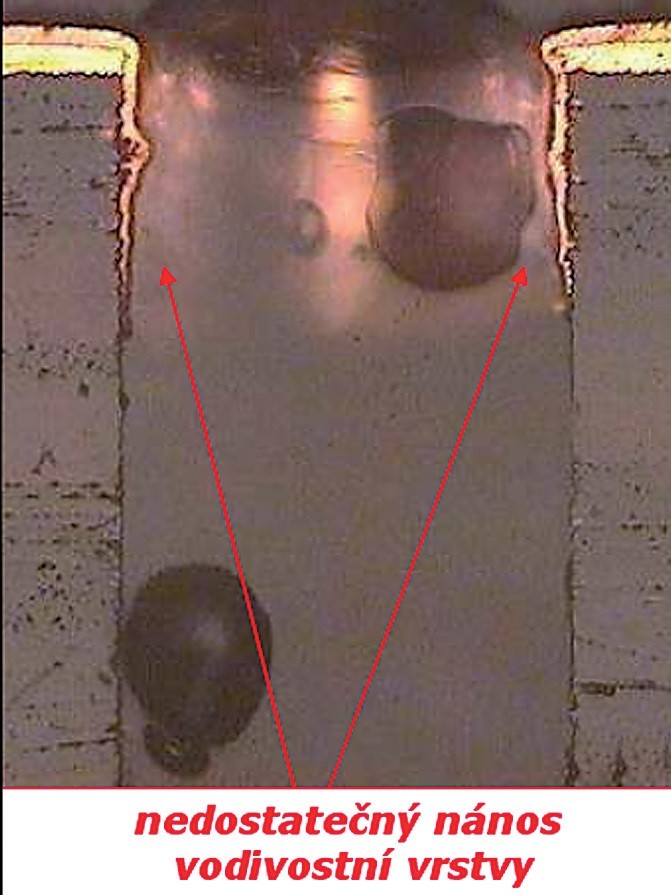
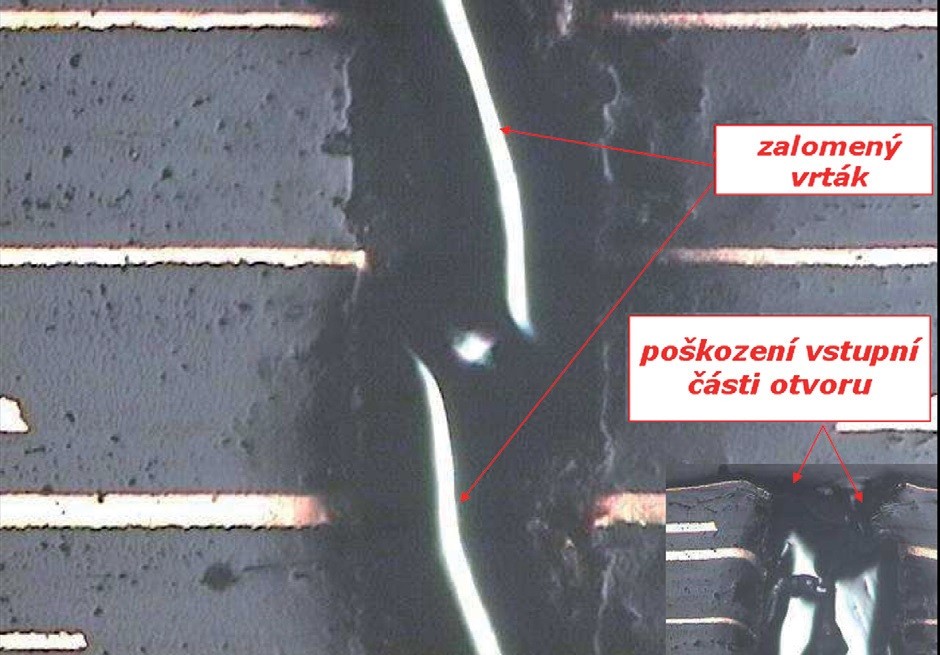
Jednou z kontrol prováděných v procesu výroby desek plošných spojů je metalografický výbrus, dále jen mikrovýbrus. Pomocí této metody můžeme pozorovat a určit řadu faktorů, které předcházely samotnému pokovení, to znamená parametry pokovení jako takové. Sledovat lze kvalitu vrtání, kartáčování před fotoprocesem, kvalitu galvanického pokovení, začištění stěn vrtaných otvorů u vícevrstvých desek a následně napojení vnitřních vrstev mědi na pokovení v otvorech, tloušťku vrstvy nepájivé masky či tloušťku nanesené pájky. Sledovaných parametrů je ještě spousta a dají se dále rozdělit na dílčí části. Když si uvědomíme, že testovaný vzorek se skládá zároveň z měkkých a tvrdých materiálů a plocha sledované jednotky je vůči vyráběnému celku velmi malá, pak z toho vyplyne důležitý požadavek a tím je naprosto nezbytná a neustále se rozvíjející kvalifikovanost a odbornost pracovníka, který se touto problematikou zaobírá.
Ideální je pozorovat otvory, které leží ve středu desky v jedné rovině a jejich průměr je co nejmenší. Při výrobě DPS můžeme kontrolu provádět přímo na zpracovávaném motivu. Ovšem vyrábíte- li pouze jednu desku, kde je jen jeden motiv, pak to neznamená nic jiného, než že musíte vyrobit celý přířez navíc. Další možností je vytvoření testovacích kupónů v okolí desky, které ovšem musí splňovat určité požadavky. Pro testovací kupóny musí být použity stejné vrtací nástroje a parametry jako pro vyráběnou DPS.
Po určení místa mikrovýbrusu přejdeme k vyřezání vzorku, které můžeme provést pomocí lupénkové pily, elektrické pilky, frézování či jiné metody. Vzorek zabrousíme brusným kotoučem o zrnitosti 180 „těsně“ pod sledované otvory. Broušená plocha musí svírat se stěnami vzorku úhel 90°, jelikož je zřejmé, že každý stupeň nad či pod tuto hodnotu nám deformuje finální měření a při velké odchylce vykazuje nereálné hodnoty. Na toto existují sofistikovaná zařízení nebo se člověk musí spolehnout na již zmiňované zkušenosti a schopnost určité aproximace. Po upevnění vzorku do klipsny, která nám zaručuje, že vzorek bude kolmý ke dnu zalévací nádobky, zalijeme vzorek v nádobce připravenou zalévací hmotou. Nejčastěji používané jsou epoxidové a akrylátové pryskyřice. Pro rychlou odezvu do výroby používáme pryskyřici akrylátovou, kde doba tvrdnutí činí 30 minut. Menší nevýhodou akrylátu oproti epoxidu je horší schopnost zatékání do malých otvorů. U epoxidových zalévacích hmot je ovšem doba tvrdnutí až 24 hodin. Po zatvrdnutí pryskyřice se můžeme pustit do broušení a následného leštění. Brousíme opět kotoučem o zrnitosti 180 a průběžně měříme průměr otvoru tak, abychom se dostali na hodnotu o 5–10 mm menší, než je jeho skutečná hodnota, jelikož ještě budeme brousit dalšími kotouči. Toto vyžaduje opět jistou praxi, aby nedošlo například k přebroušení středu otvoru. Poté pokračujeme s kotouči o zrnitosti 320, 600, 1200 popř. 4000. Tato fáze může a nemusí být dostatečná pro vyhodnocení požadovaných parametrů. Například pro sledování napojení vnitřních vrstev bych asi určitě doporučil ještě finální leštění pomocí diamantové pasty, ovšem pro naměření tloušťky galvanické mědi je to stav dostačující. Pro leštění používáme většinou dvě fáze a to leštění se sedmi a jednomikronovou pastou. Před samotnou inspekcí můžeme ještě povrch sledované struktury aktivovat pomocí leptacího činidla, které zvýrazní jednotlivé vrstvy mědi a její strukturu.
Nyní už je vše na zkušenostech a interpretaci pracovníka. Zbývá jen vytvořit snímek výbrusu, zhotovit měrový protokol a zaslat zákazníkovi. Mimochodem platnost archivace vzorků je 3 roky!














