

 Vítejte, dnes je
čtvrtek
03.
duben
2025
Vítejte, dnes je
čtvrtek
03.
duben
2025
Tento článek je pokračováním přehledu nejčastějších problémů a jejich řešení u technologie povrchové montáže. Příručka od Cookson Electronics nabízí řešení problémů a vad, vznikajících při výrobě a osazování součástek na DPS.
Tato část příručky se týká problémů způsobených nedostatečným vyplněním a nedostatečným množstvím pájecí pasty.
Nedostatečným vyplněním rozumíme situaci, kdy množství pájecí pasty, které je naneseno na desku plošných spojů sítotiskem, je mnohem menší, než by odpovídalo otvoru v šabloně.
To se může stát ze dvou důvodů:
1) Možnou příčinou je vlastní šablona sítotisku.
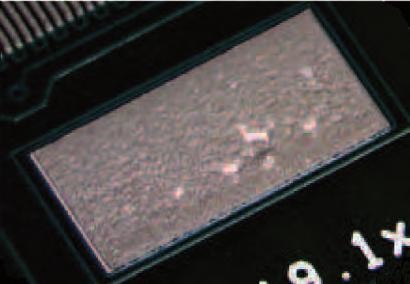
Nakupení pasty na velkých pájecích ploškách (obr. 1). V takovém případě lze nápravu zajistit rozdělením velkých otvorů šablony na menší (obr. 2).
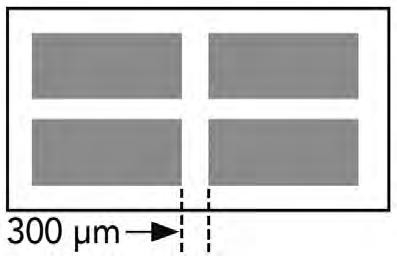
Obr. 2 Rozdělení velkého otvoru šablony na několik menších
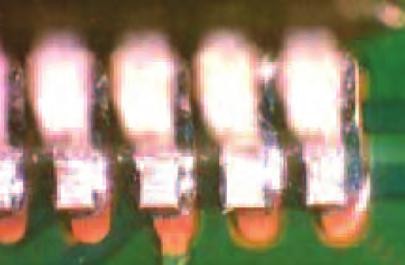
2) Druhým možným důvodem je problém se sítotiskovým zařízením. Pasta se neprotlačí skrze otvory šablony (obr. 3). Nápravu lze zajistit několika způsoby:

Obr. 3 Pájecí pasta se řádně neprotlačila otvory šablony
O nedostatečném množství pájecí pasty mluvíme tehdy, když množství natisknuté pájecí pasty je mnohem menší, než by odpovídalo otvoru v šabloně, nebo když po přetavení nejsou vývody součástek dostatečně pokryty pájkou.
Obr. 4 Nedostatečné množství pájecí pasty
Možnou příčinou je rovněž vlastní šablona sítotisku. I zde může nastat několik situací, které je potřeba řešit s ohledem na původ problému:
1) Pájecí pasta zůstává na stěnách otvoru šablony. V takovém případě doporučujeme zkontrolovat následující:
2) Nastavení tisku. Zde doporučujeme tento postup:
3) Pájecí profil. Rozdílný koeficient teplotní roztažnosti součástek a DPS může způsobit nedostatečné vzlínání pájky. Jedná se o jednu z příčin nedostatku pájky na pájecích ploškách. K vyřešení problému doporučujeme provést toto:
4) Viskosita pájecí pasty. Doporučujeme zkontrolovat pájecí pastu. Při kontrolním tisku zjistit, zda pasta roluje napříč, nebo pouze klouže ve směru tisku.














