
 Vítejte, dnes je
pondělí
16.
únor
2026
Vítejte, dnes je
pondělí
16.
únor
2026

Možnosti využití RTG a CT diagnostiky (ne) jen v elektrotechnice – 3. část
Mechanické a speciální vzorky
Tento díl volně navazuje na téma CT diagnostiky z předchozího dílu, kde v poslední řadě byl nastíněn princip CT rekonstrukce, jeho výhody i technologické limity. V tomto díle se zaměříme na ukázky zkoumaných vzorků nejen elektrotechnického rázu, na možnosti a použitelné výsledky.
 jen v elektrotechnice – 3. část 1.jpg.jpeg)
Obr. 1 Řez kabelovou průchodkou – diagnostika netěsností průchodky
Jedním příkladem použitelnosti CT technologie v analýze kvality výrobních procesů je ukázka plastové kabelové průchodky. Na obrázku 1 je znázorněn řez takovouto průchodkou. Dají se zde bez problémů odlišit jednotlivé vodiče v kabelu, jejich izolace i konstrukce vlastní průchodky. V tomto případě byla primární diagnostika netěsnosti přilnavosti materiálu průchodky na kabel. Následující hlubší analýza kromě zmíněné netěsnosti odhalila i chybějící materiál v těle průchodky.
 jen v elektrotechnice – 3. část 2.jpg.jpeg)
Obr. 2 Řez kovovou aretační částí silového přepínače – diagnostika mechanismu
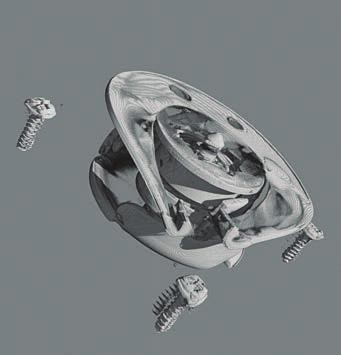
Dalším příkladem je kontrola mechanického uspořádání kovových částí aretačního mechanismu silového přepínače. Prostá dvourozměrná inspekce jen stěží dávala dostatečnou představu o tvarech a uspořádání součástí, proto byla provedena CT rekonstrukce objektu, která teprve ukázala detaily uspořádání mechanismu ve 3D. Na obrázku 2 je uveden příklad řezu tímto 3D objektem, tento objekt je vytvořen z 2D RTG snímků nutných pro CT rekonstrukci obrazu. Tato rekonstrukce kovové aretační části ve 3D, která je výrazně více ilustrativní a ukazuje celé uspořádání mechanismu přepínače, je na obrázku 3.
 jen v elektrotechnice – 3. část 3.jpg.jpeg)
Obr. 3 CT rekonstrukce RTG snímků kovové aretační části silového přepínače
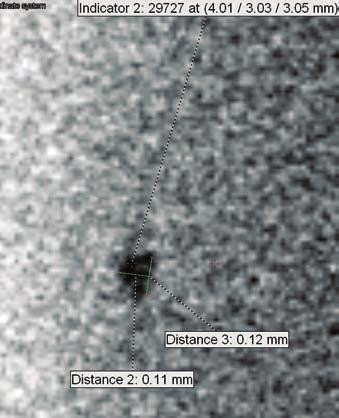
Zvláštní kapitolou je CT kontrola svarů. Zde jsou jisté limity na tloušťku kontrolovaného materiálu, kterým musí RTG paprsek proniknout, aby byl schopen zaregistrovat případné anomálie. Na obrázku 4 je zobrazen detail defektu ve švovém svaru dvou ocelových kotoučů. Celková tloušťka materiálu v místě inspekce byla minimálně 5 mm, maximálně 15 mm.
 jen v elektrotechnice – 3. část 4.jpg.jpeg)
Obr. 4 Detail řezu CT snímkem sváru dvou ocelových kotoučů
Použitelnost CT RTG technologie je velmi široká. Nabízí možnost provádět analýzy materiálových vzorků (jednosložkových i vícesložkových směsí), kontrolu kvality či dodržení technologických postupů výroby, analýzy výsledků zátěžových testů a podobně. Záleží jen na vaší představivosti, jak široce uvedené možnosti této diagnostiky využijete.
Kolektiv autorů:
Ing. Petr Ježdík, Ph.D.
Ing. Karel Dušek, Ph.D.
Ing. Michal Brejcha
Ing. Lenka Hájková
Ing. Ladislav Pospíšil
