

 Vítejte, dnes je
středa
30.
duben
2025
Vítejte, dnes je
středa
30.
duben
2025

Atomizovaný nástřik je nejběžnější metodou nanášení konformního povlaku. Materiál se při ní rozprašuje do jemné mlhy. Neatomizované nanášení neboli selektivní lakování řídí tvar stopy nanášeného materiálu, a přitom zachovává jeho původní tekutou formu. Selektivní lakování pokrývá konkrétní součástky nebo místa na desce, přičemž respektuje zakázané zóny. To zvyšuje účinnost přenosu, selektivitu, efektivnost, výnos a snižuje nutnost maskování a přepracování. Při velkosériové výrobě je cílem optimalizovat nastavení nanášení a tím zlepšit kvalitu nanesení, řízení procesu, spolehlivost a opakovatelnost a současně snížit náklady na materiál. K dosažení vysoce kvalitního, přesného a opakovatelného nanášení s efektivní výkonností se proto místo atomizovaného nanášení používá nanášení neatomizované.
Pomocí povlakovacího aplikátoru (typu „film coat“) lze aplikovat selektivní povlak na rozsáhlou oblast, přičemž lze dosáhnout nanášení ve stopách s dokonale vymezenými okraji rychlostí až 750 mm/s, nebo lze použít trysku a přesným nanášením aplikovat samostatné body. Při použití obou metod na stejné platformě mohou výrobci vytvářet lakovací programy, pomocí nichž lze maximalizovat kontrolu, omezit plýtvání, zvýšit výkonnost, selektivně nanášet a snížit množství předělávek. Přidáním ovládacích prvků procesu do automatizovaného systému lze díky dohledatelnosti a zachovávání technologických parametrů zajistit odpovědnost.
K metodám neatomizovaného nanášení patří nanášení tenkého povlaku, nanášení jehlou a nanášení tryskou. Všechny metody dobře fungují s materiály na bázi rozpouštědel, které se používají pro zvýšení efektivnosti přenosu, selektivnosti a výkonnosti. Akryláty a polyuretany na bázi rozpouštědel mají při jednom přejezdu po vytvrzení obvykle tloušťku 25–75 µm. Tloušťka je dána normami IPC a regulovat ji lze nastavením hardwaru, rychlosti linky nebo viskozity. Požadovanou tloušťku vytvoří množství rozpouštědla, které se přidá do materiálu na bázi rozpouštědel.
Metody neatomizovaného nanášení formují tvar lakovacího paprsku, aby bylo možné nanášet selektivně s jasně vymezeným okrajem a zajistit nanesení požadovaného množství. Poskytují větší přesnost mokrého lakování bez přestřiků. Ačkoliv jsou všechny tři metody selektivní, každá z nich poskytuje jiný stupeň selektivnosti, takže u složitých desek je často možné s výhodou využít kombinace těchto aplikátorů.
Povlakovací aplikátor nanáší ve dvou různých tvarech. Primární tvar je vějířovitý paprsek vytvářený křížovou tryskou, kterým se při pohybu aplikátoru nanáší clona materiálu. V kolmém úhlu je paprsek ostrý, což udává jasný okraj stopy na podkladu. Šířka nanášené stopy může být v rozmezí 3–15 mm, nicméně obvykle jsou nanášené stopy široké asi 10 až 12 mm. Tento tvar umožňuje nanášení značných množství tekutiny v širokých stopách, které jsou ideální pro desky osazené povrchově montovanými nízkoprofilovými součástkami. U nízkých součástek může aplikátor přejíždět přes desku rychlostí až 750 mm/s. Paprsek a tvar stopy jsou znázorněny na obrázku 1.

Obr. 1 Povlakovací nebo clonový aplikátor. Vpravo pohled shora na výsledný vzor
Povlakovací aplikátor má několik omezení. Aplikátor lze použít pouze pro materiály na bázi rozpouštědel s optimalizovanou viskozitou. Přestože pracuje selektivně, nanáší velké množství materiálu. Méně viskózní materiál se může shromažďovat kolem vývodů a dalších součástí, což může na jiných místech vést k tenčímu pokrytí. Pohyb proudu tekutiny závisí na vlastnostech materiálu a na povrchovém napětí desky. Vzhledem ke své velikosti má aplikátor jen omezený přístup do okolí vysokých součástek. Kromě toho mohou vysoké součástky bránit rozstřiku materiálu, takže jsou zapotřebí další přejezdy, aby pokrytí bylo kompletní.
Jehlové aplikátory mají větší rozsah viskozity než povlakovací aplikátory a lze je použít pro doplňkové aplikace. Nanášení jehlou funguje na principu tlakově časové technologie, kdy se materiál protlačí jehlou pomocí tlaku v zásobníku tekutiny a vytvoří se úzká kapka. Jednotný, užší tvar stopy nanášené jehlou umožňuje vytváření konturovacích obrazců, jako jsou kruhy nebo ostré, 90stupňové úhly. Pomocí programu na vytváření plné čáry lze kontury spojit do souvislé obvodové dráhy. Viz obrázek 2.
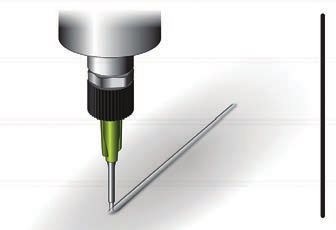
Obr. 2 Jehlový aplikátor. Vlevo hrot a nanášená stopa, vpravo pohled shora na výsledný vzor
V některých případech se jehlové aplikátory používají k nanesení hráze nebo gelového materiálu, který má zamezit roztékání materiálu. Vrstvicí materiál, hmoty RTV a gely se běžně používají k uchycení součástek nebo k ochraně konektorových komponent před znečištěním běžným krycím materiálem. Přestože je tlakově časový jehlový aplikátor vhodný pro široké spektrum materiálů, postrádá přesnou regulaci množství.
Tryskový aplikátor poskytuje nejjemnější nastavení množství a polohové přesnosti, takže může nanášet samostatné body. Tyto body jsou od sebe dostatečně daleko, aby se snížilo množství naneseného materiálu, avšak dostatečně blízko, aby se roztekly a zajistily pokrytí konformním povlakem. Čáry jsou tvořeny řadou bodů, které se slijí. Nanesením rovnoběžných čar je pak možné pokrýt větší plochy. Regulací velikosti jednoho bodu systém reguluje množství materiálu naneseného v čarách a obrazcích povlaku. Zatímco s povlakovacím aplikátorem nebo sprejem se může materiál roztékat nebo může kontaminovat zakázané zóny, tryskový dávkovač může nanášet i do těžko dostupných míst nebo do blízkosti součástek ve velmi tenkých linkách a bez překročení zakázaných zón. Viz obrázek 3.
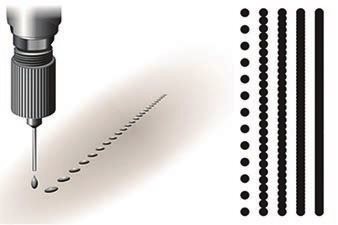
Obr. 3 Tryskový aplikátor s jehlovým nástavcem. Vlevo hrot a nanášená stopa, vpravo pohled shora na možné vzory
Jehlové a tryskové aplikátory je možné spárovat s povlakovacím aplikátorem pro neatomizované nanášení, aby při velkosériové výrobě elektroniky bylo možné využít všech výhod párových aplikátorů. Nanášecí jehly jsou k dispozici v různých kalibrech, délkách a tvarech, aby co nejlépe vyhovovaly dané aplikaci. Díky rozmanitosti hrotů mohou mít jak tryskové, tak i jehlové aplikátory přístup do blízkosti vysokých součástek a mohou poskytnout menší šířky stop. Díky flexibilitě aplikátoru lze nastavit optimální množství nanášeného konformního povlaku.
Pokud se povlakovací aplikátor spáruje s tryskovým nebo jehlovým aplikátorem, mohou nanášecí programy využít rychlosti a šířky stopy povlakovacího aplikátoru, přičemž připárovaný aplikátor zajistí jemnost, dosah a lepší přístup v okolí svislých součástek. Tryskový aplikátor poskytuje nejlepší regulaci nanášeného množství a díky přesnosti trysky se snižuje potřeba maskování a přepracování. Když proces probíhá primárně pomocí povlakovacího aplikátoru a připárovaná tryska provádí detailní práci, může se oproti rozprašovacímu aplikátoru, který se pohybuje rychlostí 200 mm/s, výrazně zlepšit doba trvání cyklu.
Při použití párových aplikátorů může operátor nejprve nanést ohraničení kolem klíčových zakázaných zón a potom v rámci stejného programu nanášet pomocí aplikátoru pro větší objemy. Párování ventilů umožňuje výrobcům ve velkosériové výrobě vytvářet lakovací programy, pomocí nichž lze maximalizovat kontrolu a selektivnost, zvýšit efektivnost, omezit plýtvání a snížit množství předělávek.
V lakovacím automatu jsou na stroji připevněny oba aplikátory a systém může přepnout na vhodný aplikátor podle toho, jak to vyžaduje daný program. Kromě toho mají aplikátory různé možnosti náklonu a otáčení, což ještě zvyšuje jejich flexibilitu. K zachování technologických parametrů potřebuje komplexní lakovací automat ovládací prvky procesu.
Obrázek 4 znázorňuje lakovací program využívající párové aplikátory k nalakování desky, která vyžaduje pokrytí velké plochy a dodělání drobných detailů.
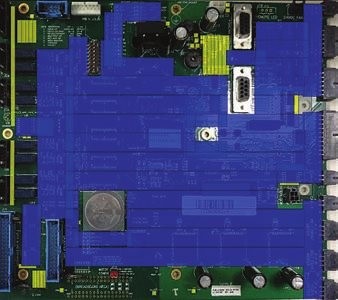
Obr. 4 Snímek lakovacího programu s vyobrazením nanášení pomocí párových aplikátorů. Modře je vyznačena plocha k pokrytí povlakovacím aplikátorem a žlutě jsou vyznačeny drobné detaily pro tryskový aplikátor.
Automatické lakovací systémy jsou často vybaveny softwarem, který automaticky řídí běžnou údržbu a poskytuje řízení procesu v uzavřené smyčce při použití jednoho i dvou aplikátorů. Toto řízení dále zlepšuje výkon a pomáhá zajistit kvalitu během velkosériové výroby.
Softwarem lze regulovat i nanášené množství pomocí pulzně šířkové modulace, díky níž může operátor určit, jak dlouho má být aplikátor otevřený a zavřený. Časovací mechanismus upraví množství materiálu procházejícího ventilem a ovládání tryskání urychlí zastavení tekutiny. Možnost nanášet samostatné body odlišuje trysku od nanášení jehlou, která se otevře a pomocí tlaku v zásobníku tekutiny se jí protlačí materiál. Rozestupy mezi body lze řídit pomocí časování nebo nastavení roztečné vzdálenosti. Vhodné rozestupy sníží rozstřikování, neboť mokré body nebudou umisťovány na sebe.
Při zapojení systému regulace viskozity bude zachováno souvislé pokrytí i bez ohledu na teplotní výkyvy ve výrobním závodu. Zahříváním se po celý den udržuje konzistentní teplota tekutiny, což může omezit tvoření bublin v povlaku substrátu. Systém regulace viskozity funguje nejlépe u tekutin s nízkou viskozitou nanášených pomocí povlakovacího aplikátoru.
Při nanášení povlakovacím aplikátorem je pro jednotné nanášení nezbytné zachovávat stejný tvar a šířku lakovacího paprsku. Nanášenou stopu může ovlivnit řada faktorů, ať už změna viskozity způsobená změnami okolní teploty, nebo ucpání trysky. K zachování konzistentní šířky paprsku během celé výroby může pomoci systém laserového řízení lakovacího paprsku. Laser měří šířku rozptylu paprsku v odstupu od spodní části trysky. Je-li paprsek mimo stanovený limit, systém upraví tlak tekutiny tak, aby co nejlépe vyhovoval požadovaným rozměrům. Pomocí systému laserového řízení lakovacího paprsku lze šířku paprsku měřit v naprogramovaných intervalech během výrobního cyklu.
Pokud používáte jehlový nebo tryskový aplikátor, může snímač vyhledávače jehly rychle určit polohu jehly. Při výměně jehel nebo po nárazu kompenzuje vyhledávač jehly nastavení odsazení nebo může rozpoznat, že je jehla vyhnutá mimo osu. Když je jehla ohnutá, materiál nelze nanášet přímým proudem z jehly dolů, čímž se snižuje kvalita procesu. Vyhledávač jehly lze použít u jehlových aplikátorů i tryskových aplikátorů s jehlovým nástavcem.
Konformní povlaky se používají při velkosériové výrobě elektroniky pro automobilový, výpočetní, telekomunikační a spotřebitelský trh. Velká část těchto aplikací vyžaduje povlaky na bázi rozpouštědel, které se hodí k neatomizovanému nanášení.
Oproti atomizovanému nástřiku poskytuje neatomizovaná metoda mnohem ostřejší okraje, vyšší rychlost nanášení, přesnější aplikaci a pokrytí v jediném přejezdu. Preciznější vymezení okrajů vyhovuje těsnějším zakázaným zónám a zároveň snižuje nebo eliminuje potřebu maskování. Rychlejší vykreslování linií povlakovacím aplikátorem a pokrytí v jediném přejezdu znamená více vyrobených jednotek za hodinu. Po přidání párového aplikátoru pro neatomizované nanášení může systém selektivně pokrýt menší zóny, které by jinak nebylo možné pokrýt bez použití masky. Velkosériovým výrobcům přinášejí selektivní lakovací automaty plně bezzásahovou výrobní linku, která operátorům redukuje nebo eliminuje manipulaci s výrobkem, chrání nalakované produkty a optimalizuje počet jednotek za hodinu a opakovatelnost procesu.














