Vítejte, dnes je
pondělí
10.
březen
2025
Vítejte, dnes je
pondělí
10.
březen
2025
V tomto článku se budeme zabývat nastavením výstupních vrtacích dat ve formátu Excellon.
Jako první uvádíme zásadu, že by toto nastavení mělo korespondovat s nastavením formátu Gerber dat, se kterými tvoří nedílnou součást. Vždy je třeba výrobci zaslat Gerber data pro filmové předlohy a Excellon jako vrtací data. Zkrátka je dobře, aby vrtací data měla stejné jednotky a počet míst před a za tečkou. Když mají v tomto směru jiný formát, vzniknou při načtení Gerber a Excellon dat do CAM softwaru výrobce desek drobné nepřesnosti, které mohou znepříjemnit následné zpracování dat a přípravu výrobních podkladů.
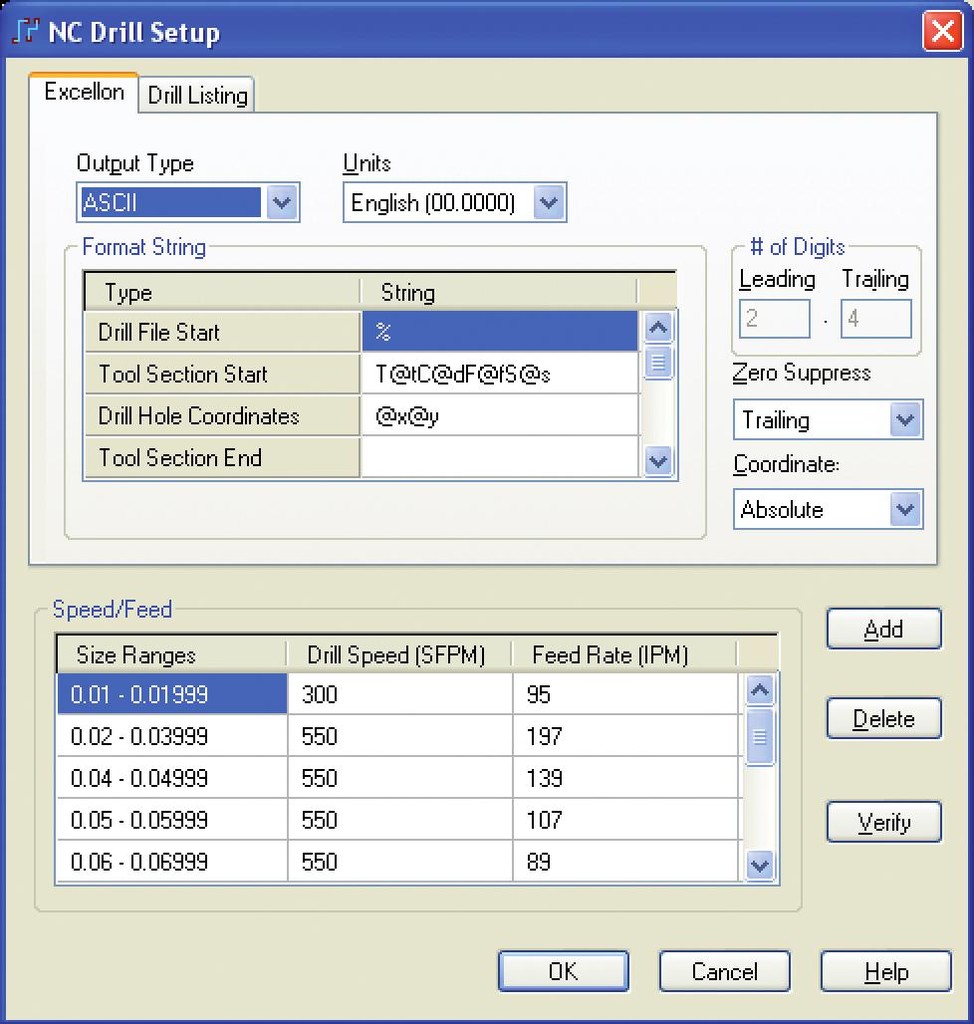
Jako příklad nastavení formátu použijeme program PADS, ze kterého je zde vidět dialog pro nastavení vrtacích dat:
Význam jednotlivých nastavení je tento:
Output Type – typ kódování znaků
Poznámka: Používá se ASCII. Kódování EIA 244 se používalo v době, kdy se data do vrtaček zadávala pomocí děrné pásky.
Units – měrné jednotky
Poznámka: Používají se obě možnosti.
Number of digits – počet míst pro zápis souřadnic (určuje přesnost souřadnic)
Obvyklé nastavení pro palce:
Leading = 3, Trailing = 5 (tj. 000.00000)
(tj. 3.5) = přesnost 0.00001 palce.
Obvyklé nastavení pro mm:
Leading = 3, Trailing = 3 (tj. 000.000)
(tj. 3.3) = přesnost 0.001 mm.
Zero suppress – určuje vynechávání nul (uvedené příklady jsou ve formátu 3.3 metric)
Zápis souřadnice 0.1 mm ve formátu 3.3 metric bude:
None: 000100
Leading: 100
Trailing: 0001
Poznámka: Z hlediska čitelnosti souřadnic je nelogické, že se často používá Trailing tj. lidsky nečitelný formát. My používáme nastavení None, kde jsou soubory sice o něco větší, ale souřadnice se dají lidsky číst a jdou načíst do CAM programu nastaveného na Trailing i Leading.
Coordinate – souřadnice
Poznámka: Používají se téměř vždy absolutní souřadnice – Absolute.
Format String – formátovací řetězce
Tyto formátovací příkazy umožňují nastavovat přímo formát jednotlivých příkazů dat Excellon. Jejich nastavování je určeno pro toho, kdo již zná Excellon formát a významy jednotlivých příkazů mu jsou jasné. Těmito nastaveními se proto nebudeme podrobněji zabývat.
Poznámka: Doporučujeme všem, kteří posílají data výrobcům desek a nevyrábí je z nich sami, aby změnili nastavení: Tool Section Start z T@tC@dF@fS@s na T@tC@d. Tato úprava vypustí z dat nastavování rychlosti vrtání a otáček nástrojů. Tato nastavení jsou určena pro výrobce desek, protože jim umožní nastavit správné řezné parametry podle použitých strojů a nástrojů.
Speed/Feed – nastavení rychlosti vrtání a otáček pro jednotlivé nástroje
Význam: Pro nástroj o dané velikosti se použije rychlost vrtání a otáčky z řádku, ve kterém je daná velikost v uvedeném rozsahu.
Poznámka: Jak uvádíme v předchozím odstavci, toto nastavení je důležité pouze pro ty, kdo přímo desky z generovaných dat vyrábějí. Ostatní je nemusí vůbec měnit a výše uvedeným způsobem je mohou z výstupních dat vypustit.
Doufáme, že Vám tento krátký popis pomůže správně nastavit formát vrtacích dat.