

 Vítejte, dnes je
čtvrtek
03.
duben
2025
Vítejte, dnes je
čtvrtek
03.
duben
2025
SMD kondenzátory a rezistory velikosti 0201 se brzy budou běžně používat a objeví se tak na deskách plošných spojů. Při rozměrech 0,25 × 0,125 mm, které jsou v souladu s dohodnutým standardem velikostí součástek, jsou tyto miniaturní součástky téměř poloviční oproti velikosti 0402 (0,4 × 0,2 mm). Jejich použití na deskách bude představovat výzvu při tisku pájecí pasty, osazování na desku a inspekci. Tento článek ze série článků pojednává o dvou možných zlepšeních tisku pasty pro tyto miniaturní součástky.
Přesný a opakovatelný proces tisku pasty je základem vysoce kvalitního osazování desky plošných spojů (DPS). Správné nastavení procesu tisku se stává ještě důležitějším s rostoucím používáním součástek 0201. Studie ukázaly, že mezera mezi šablonou a deskou spolu s optimalizací vyplnění otvoru a zajištěním účinného uvolnění pasty po oddělení mají velký vliv na výnos celého procesu.
K zajištění dobrého těsnění je nutné mít mezeru mezi šablonou a deskou menší než 0,2 mm. Toto omezení je v případě tisku pro součástky 0201 velmi kritické. Obr. 1 ukazuje statistické analýzy opakovatelnosti tisku stejného množství pasty otvorem o velikosti 0,22 × 0,24 mm – opakovatelnost výrazně klesá při mezeře větší než 0,2 mm.
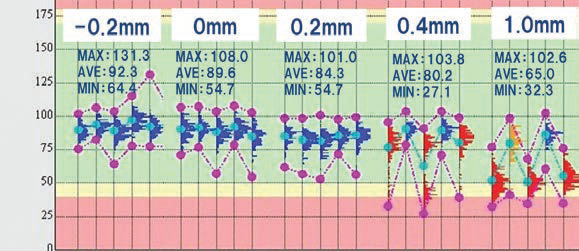
Obr. 1 Mezera mezi šablonou a deskou větší než 0,2 mm může vést k problémům s tiskem pasty
S tím, jak se stává mezera kritičtější, je důležité se věnovat různým aspektům. Rám šablony musí být dostatečně tuhý, aby odolal nepříznivému namáhání způsobenému vakuovým upínáním. Rovněž některé zdánlivě neškodné věci, jako je potisk desky nebo nanesené čárové kódy, mohou způsobit, že šablona není s deskou vyrovnaná. Možným řešením pro dosažení lepší těsnosti je odpružená šablona s vhodným pružným materiálem na spodní straně.
Při extrémně malých otvorech šablony je kritické optimální vyplnění otvorů pastou a její přenos na desku. Je známo, že úhel sítotiskové těrky má větší vliv na vyplnění otvorů pastou než její přítlak a musí se zmenšovat s tím, jak pasty ubývá. Experimenty ukazují, že před tím, než pasta dojde, by se měl úhel těrky změnit z 60° na 50°. Tisková hlava 3S od Yamahy v YSP tiskárnách automaticky přestavuje úhel těrky během každého cyklu (těrka Swing Single Squeegee).
Při malých otvorech v šabloně pro 0201 součástky je kritická také velikost zrn pájecí pasty. Obecně se při osazování desky SMT součástkami používají pasty typu 3 a 4 s typickou velikostí zrn 30 μm a 35 μm. Pasty typu 5 (20 μm) dávají lepší výsledky pro součástky 0402, ale jsou dražší.
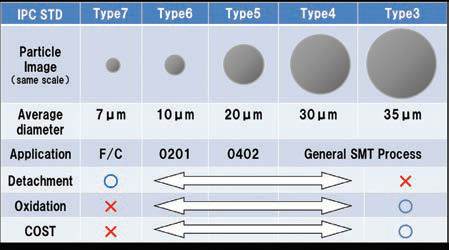
Tab. 1 Typy pájecích past a jejich hlavní parametry
Pro spolehlivý a opakovatelný tisk pasty pro součástky 0201 je potřeba dalšího zmenšení velikostí zrn. Pasta typu 6 s velikostí zrn 10 μm je vhodný kandidát pro tento účel, ale je asi třikrát dražší než typ 5. Smícháním velikostí zrn lze vytvořit pastu typu 5.5 s velikostí zrn 15 μm, která může být dobrým řešením. Větší zrna navíc omezují oxidaci a zabraňují defektům při reflow pájení, jakým je například uvolnění součástky.
Návrh šablony se po mnoho let řídil hodnotou Aspect Ratio, což je rozměr užší části otvoru v šabloně dělený tloušťkou šablony. Tato hodnota by měla být minimálně 1,5, aby bylo možné zajistit nejlepší možné vyplnění otvoru pastou a současně její dobrý tisk na desku. Tento údaj naznačoval, že s menším rozměrem otvoru je potřeba mít tenčí šablonu. V posledních letech se používá i jiný údaj zvaný Area Ratio, což je podíl plochy otvoru k ploše obvodových stěn otvoru, jehož optimální hodnota by měla být kolem 0,6, případně i o trochu menší (až do 0,4). Obecně platí, že plocha otvoru musí být větší než celá plocha stěn otvoru, a tudíž že menší otvory potřebují tenčí šablonu.
Tab. 2 ukazuje typické rozsahy tlouštěk šablony ve vztahu k velikostem SMD součástek.
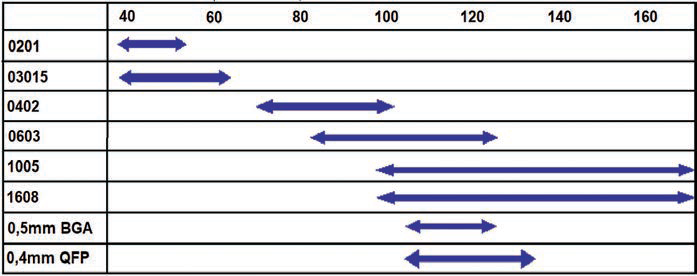
Tab. 2 Typické optimální tloušťky šablony v μm pro součástky až do velikosti 0201
Tenká šablona vhodná pro tisk pasty na pájecí plošky nejmenších velkostí 0201 nebude schopná nanést potřebné množství pasty pro větší součástky. Šablony s odstupňovanou tloušťkou našly v minulosti pouze omezené možnosti použití. Předtvarované minikousky pájky (solder preforms) mohou být položeny do míst na desce, kde je potřeba většího objemu pájky, ale toto řešení je drahé a přináší dodatečné náklady i úkony při osazování desky.
Yamaha navrhla jako vhodné řešení sekvenční tisk ve dvou fázích. Nanesení nejmenších objemů pasty probíhá při prvním tisku a s použitím tenké šablony. Následně proběhne tisk větších objemů pasty na ta místa, kde je to potřeba, a to přes silnější šablonu. Spodní strana silnější šablony je v místech, kde již jsou na desce nanaseny menší objemy pasty, vybraná tak, aby nemohlo dojít ke vzájemnému kontaktu. K takovému postupu tisku je potřeba mít dual-lane tiskárnu pro sekvenční tisk, jakou je například Yamaha YSP20.
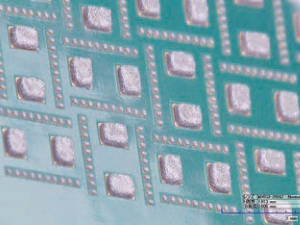
Další výhodou sekvenčního tisku je možnost použití dvou typů pájecí pasty – drahá pasta typu 5,5 nebo 6 se použije pouze pro tisk nejmenších objemů pasty, zatímco pro nanesení větších objemů se použije levnější pasta s větším zrnem. Obr. 2 ukazuje příklad tisku pasty pro součástky 0201 a pro větší součástky s použitím sekvenčního tisku ve dvou krocích.
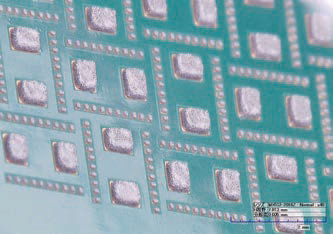
Obr. 2 Nanesení dvou rozdílných objemů pasty sekvenčním tiskem ve dvou krocích
Yamaha Surface Mount Technology (SMT) je subdivizí Yamaha Motor Robotics Business Unit společnosti Yamaha Motor Corporation. Mezi její produkty patří tiskárny pájecí pasty, zařízení pro 3D inspekci pájecí pasty, zařízení pro 3D inspekci DPS a další.
Více informací naleznete prostřednictvím odkazu: www.yamaha-motor-im.eu














