
 Vítejte, dnes je
pondělí
23.
březen
2026
Vítejte, dnes je
pondělí
23.
březen
2026

Pájení v parách. Jak to vlastně funguje
Úvod
Už jste asi slyšeli o pájení v parách. O čem to ale vlastně je a jak to funguje? Než se k tomu dostaneme, řekněme si nejprve o tom, jaké jsou alternativy pájení. Pájet je možno ručně nebo vlnou, kdy se pájka musí do pájeného spoje přidávat (drátem nebo ze zásobníku taveniny). Cílem reflow pecí (přetavovacích pecí) je předání tepelné energie pájce ve formě pasty na desce plošného spoje a tím dosažení jejího bodu tavení. Známe celkem tři způsoby přenosu tepla: kondukcí (vedením), konvekcí (prouděním) a radiací (sáláním).
Kondukce se většinou používá jako pomocný zdroj tepla, např. při kontaktním předehřevu desky zespodu. Prvkem nejistoty je tepelná vodivost materiálu DPS závislá např. na tloušťce nosného materiálu, takže kondukční předehřev se zpravidla nastavuje na pomalý proces s poměrně nízkou teplotou povrchu.
Běžně rozšířené konvekční reflow pece pracují na stejném principu jako obyčejná domácí trouba. Je zde nějaký topný prvek (např. topná spirála), který ohřívá vzduch (či nějaký jiný plyn). Ten je pak médiem pro přenos tepelné energie směrem k DPS. Vzhledem k nízké tepelné kapacitě a vodivosti používaných plynů je k tomu, abychom dosáhli požadované strmosti nárůstu teploty DPS, třeba nastavit teplotu topného systému na poměrně vyšší hodnotu, než je žádaná teplota povrchu DPS (respektive pájky, cínové slitiny). Řízením topného systému, rychlosti proudění nebo posouváním DPS do různých zón pece se řídí požadovaný teplotní profil.
Další možností je přenos tepla radiací. Tyto pece obsahují infračervené trubice (žárovky), které svítí na DPS, a jejich tepelný výkon je úměrný mocnině jejich teploty. Jednotlivé součástky včetně DPS tuto energii více či méně pohlcují a tím se ohřívají na požadovanou teplotu. Právě to označení více či méně je však problém. Dochází zde k výrazným rozdílům teploty mezi součástkami navzájem a také mezi různými částmi jedné součástky. Černá pryskyřice používaná na pouzdra integrovaných obvodů přijímá mnohem více tepla než například stříbrně kovové moduly (GSM, GPS, WiFi aj.). Může tak dojít k zbytečnému, až nežádoucímu, přehřívání některých komponent, zatímco jiné jsou ještě neprohřáté. Proto se při tomto druhu pájení deska se součástkami předehřeje co nejrovnoměrněji na teplotu těsně pod bod tavení pájky a pak se pájka krátkodobě přetaví velkým impulsem (peakem) tepelného výkonu (trubice se rozpálí na maximální teplotu) a zbývá doufat, že všechna pájka na celé ploše DPS se roztaví, ale nic se nepřepálí.
Nejrychlejším přenosem tepla je přímý kontakt pájeného spoje s roztavenou pájkou. Toho se využívá při ručním pájení nebo při pájení vlnou. Vyžaduje to přesnou regulaci teploty pájky, což znamená u vlny vysokou spotřebu materiálu a energie, použití vývodových součástek nebo jejich lepení, a proces je málo spolehlivý. Ruční pájení je navíc velmi pracné.
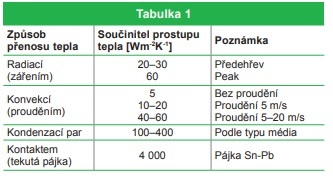
Tabulka 1 ukazuje, jaký je přenos tepla za různých podmínek při různých pájecích technologiích.
Pájení v parách
A nyní k zmíněnému pájení v parách. Jak to tedy funguje? Uveďme si příklad s polévkovou lžící. Tu budeme chtít v nějakém krátkém čase ohřát na 100 °C. Vložíme ji tedy do trouby předehřáté na 100 °C. Lžíce se bude pomalu nahřívat, a čím více se její teplota bude blížit 100 °C, tím pomaleji bude také stoupat. Pokud budeme chtít rychlejší nárůst teploty, musíme zvýšit teplotu v troubě. Tady ale hrozí riziko, že budeme mít lžíci v peci moc dlouho a její teplota překročí požadovanou hodnotu 100 °C.
Vložíme-li lžíci do vroucí vody, její teplota stoupne mnohem rychleji než v troubě. Navíc nehrozí riziko, že by překročila požadovanou teplotu 100 °C. Nebude však možné měnit teplotu a vytvořit tak požadovaný teplotní profil.

Což takhle umístit lžíci do páry nad hrnec vařící se vody. Umístíme ji vysoko a teplota pomalu stoupá. Čím blíže nad hladinu ji posuneme, tím rychleji teplota stoupá, i díky tomu, že pára předává lžíci své skupenské teplo a kondenzuje na povrchu. Ani při těsném umístění nad hladinu nemůže její teplota překročit bod varu vody – 100 °C. A máme to! To je princip, na kterém fungují pece s přetavením v parách.
Jako teplonosné médium je zde použita kapalina „Galden“ s bodem varu od cca 200 do 260 °C. Tyto kapaliny se vyrábějí odstupňované s bodem varu po cca 5–30 °C. Každý si tedy může vybrat právě tu, která přesně odpovídá jeho potřebám (teplotě tavení použité pájky). Páry tohoto média jsou těžší než vzduch, takže se stále drží blízko dna pájecí komory. Během procesu pájení je deska v závislosti na požadovaném teplotním profilu automatickým dopravníkem posouvána blíže či dále od hladiny vroucího média. Horké páry s teplotou nad bodem tavení pájky kondenzují na chladnějších součástkách a DPS s pájkou. Tím pára předává množství své tepelné a skupenské energie a desku ohřívá, pájka se roztaví rovnoměrně na celé ploše DPS. Zkondenzovaná kapalina postupně odkapává z DPS zpět na dno parní komory. Abychom neztratili velice drahou kapalinu, projde deska před opuštěním parní komory procesem odpaření. To znamená, že s horkou a mokrou deskou popojede dopravník do pozice vysoko nad vroucí hladinu. Zde se zbylá kapalina rychle odpaří a DPS v podstatě vysuší. Následuje transport desky do chladicí komory, kde se dochlazuje na výstupní teplotu. Tím je proces přetavení dokončen.
V dnešní době, kdy se používají bezolovnaté pájky s vysokou teplotou tavení, je více než dříve potřeba ochranné atmosféry, která chrání slitinu před oxidací vzdušným kyslíkem. Ochranná atmosféra zlepšuje povrchové napětí pájky a tím výrazně zvyšuje kvalitu pájeného spoje. U konvekčních a radiačních pecí se často používá inertní dusík, což přináší komplikace a rizika pro obsluhu. Ochranná atmosféra jistě není zcela nezbytná, ale s jejím použitím výrazně stoupá kvalita.
Při parním procesu není nutné používat ochranné atmosféry. Páry jsou velice těžké a většinu vzduchu tedy vytlačí z pájecí komory. Během pájení v parách tak nedochází k oxidaci a kvalita pájeného spoje je vysoká. Vzhled pájeného spoje je lesklý jako při použití kvalitního tavidla, a to i u bezolovnaté pájky.
Tak jako vše má i pájení v parách své přednosti a nedostatky. K nevýhodám této technologie patří mj. cena média, které sice neubývá, ale časem degraduje. Cena se pohybuje okolo 200 €/kg. Ve středně velké pájecí peci může být okolo 10 kg náplně v hodnotě cca 2 000 €. Mezi výhody patří fakt, že není možné DPS (ani součástky na ní) přehřát nad teplotu bodu varu použitého média. Dále pak rovnoměrné prohřátí všech komponent DPS. V neposlední řadě i „ochranná atmosféra“, kterou tvoří těžké syté páry média, které vytlačují reaktivní kyslík z procesní komory.

Závěr
Pájení v parách je jediným postupem za přijatelnou cenu, který zaručuje vysokou kvalitu pájení i bezolovnatými pájkami. Pořídili jsme v Rystonu jeden pájecí stroj tohoto druhu a oproti stárnoucímu infračervenému radiačnímu stroji je kvalita pájení i s bezolovem výtečná. To Rystonu dovoluje plnit požadavky RoHS a zaručit vysokou kvalitu výroby.
