

 Vítejte, dnes je
čtvrtek
03.
duben
2025
Vítejte, dnes je
čtvrtek
03.
duben
2025
Společnost ESCATEC, švýcarský výrobce elektronických a mechatronických systémů, zavedla nový inspekční rentgenový přístroj, který je umístěn ve výrobním závodě v Heerbruggu u dvou linek vyrábějících sestavy desek plošných spojů (DPS). Stroj typu XT V 160 od firmy Nikon Metrology slouží k mezioperačnímu řízení kvality v reálném čase a nahrazuje rentgenovou inspekci prováděnou po skončení výrobního procesu. Inspekce probíhající in-line je mnohem efektivnější při odhalování vad, zkrátila lhůtu mezi objednávkou a dodávkou o jeden den a optimalizuje náklady díky uvolnění jednoho pracovníka obsluhy a jednoho zkušebního technika, kteří tak mohou být využiti jinde ve výrobním závodě.
Dr. Martin Muendlein, Engineering Manager ve společnosti ESCATEC, k tomu poznamenal: „Moderní elektronické součástky se neustále zmenšují, čímž narůstá potřeba využití důmyslné technologie, díky níž bude každý pájený spoj dokonalý. Vizuální inspekce je stále obtížnější, neboť vzrůstá počet vývodů skrytých pod součástkami, takže pájené spoje lze detekovat pouze pomocí rentgenu. Náš nejnovější inspekční rentgenový systém Nikon XT V 160, instalovaný v rámci programu průběžné optimalizace postupů, nám umožňuje podívat se na skryté pájené spoje v rozlišení až na 1 mikron. Jsme tedy připraveni splnit stále přísnější požadavky na řízení jakosti vyžadované miniaturizací elektroniky.“
Elektronické systémy společnosti ESCATEC, zaměřené především na průmyslové a lékařské odvětví, se vyskytují v průzkumných zařízeních, analyzátorech sítí, respirátorech a dalších podobných špičkových přístrojích. Tyto systémy obsahují pokročilé sestavy DPS s vysokou hustotou, např. obvody BGA, pouzdra QFN, nosiče mikročipů a konektory s jemnou roztečí.

Obr. 1 Inspekční rentgenový systém Nikon XT V 160 při použití v heerbruggském závodě společnosti ESCATEC ve Švýcarsku.
U předchozích dvou rentgenových systémů klesla rychlost detekce za posledních deset let ze 100 % na přibližně 70 %, protože prvky v sestavách DPS se zmenšily a jejich inspekce je tudíž obtížnější. Všechny vyrobené desky byly kontrolovány půl dne nebo den poté, co byly vyrobeny, aby bylo možné určit, zda jsou dobré či špatné.
Zařízení od firmy Nikon Metrology díky svému zvětšení (až 2 400×) umožňuje prozkoumání všech prvků bez ohledu na jejich menší velikost. Instalace stroje ve výrobním závodě jen několik metrů od dvou výrobních linek pro povrchovou montáž (SMT) rovněž přinesla zásadní změnu v řízení jakosti v tom ohledu, že nyní probíhá již během samotného výrobního procesu, a nikoliv až po jeho skončení.
Dr. Muendlein dále uvedl: „Místo toho, abychom se snažili najít každou chybu vyrobenou na každé desce během povrchové montáže, používáme zařízení Nikon XT V 160 jako nástroj k ověření vysoké kvality výrobního procesu. Podle definované vzorkovací frekvence, obvykle mezi 5 a 10 %, jsou sestavy DPS kontrolovány a analyzovány ihned po přetavení pájky. Zjištění jsou průběžně odesílána zpět do SMT linek kvůli optimalizaci výrobních parametrů. Výsledky se pak ukládají do zkušebních protokolů kvůli dohledatelnosti.“
„V našich postupech řízení jakosti došlo k zásadnímu posunu, neboť nyní sledujeme a řídíme výkon SMT linek místo toho, abychom až o den později zjistili, kolik máme vadných desek. V ojedinělých případech se vady ve skrytých pájených spojích nepodaří při inspekci vzorků zjistit, nicméně počet systematických vad se snížil o 20 %, což znamená, že celkově máme více dobrých desek.“
„Současně se nám zkrátily dodací lhůty a snížila se technická náročnost inspekce. Odhadujeme, že nyní potřebujeme o jednoho technika zaměstnaného na plný úvazek u rentgenové inspekce méně. Díky této úspoře a mnohem menší technické náročnosti zkoušek budou naše investice do zařízení společnosti Nikon amortizovány do dvou let.“
Celková kvalita je hnací silou tržního úspěchu společnosti ESCATEC. Výroba sestav DPS je složitá a obě osazovací linky se mění v průměru až sedmkrát za den. Velikost výrobní dávky je obvykle 50 až 100 desek. Pomocí rentgenu lze detekovat jen asi 5 až 10 % všech možných vad DPS, především nedostatečnou celistvost spojů nebo zkraty pod obvody BGA, pouzdry QFN atd. Na strojích pro in-line automatickou optickou inspekci (AOI), které prohlížejí všechny vyrobené desky, se kontroluje umístění a poloha součástek na desce. Stejný tým inspekčních techniků má na starosti jak 100 % optické kontroly, tak i namátkovou kontrolu jakosti pomocí rentgenu.
V druhém případě se jedná o poloautomatický proces. V Heerbruggu se vyrábí více než 250 různých sestav DPS, většina z nich je oboustranných. Nejprve se pro každou napíše program, podle jehož pokynů stroj XT V 160 postupně přejíždí přes všechna zájmová místa na desce. Podle téměř dokonalého příkladu každé sestavy DPS (zlatá vzorová deska) je vytvořen vzorový inspekční protokol s referenčními snímky, aby mohl technik porovnat skutečný snímek s referenčním. Technik firmy ESCATEC vizuálně posoudí každý prvek a určí, zda projde, nebo neprojde kontrolou kvality.
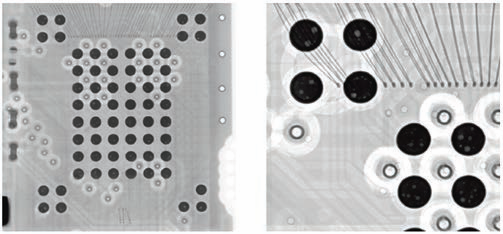
Obr. 2 Pohled shora na obvod BGA (vlevo). Jasně patrná vynechaná místa v kuličkách pájky zvětšeného obvodu BGA (vpravo).
Rentgenové stroje Nikon Metrology XT V 160 byly nejprve hodnoceny a instalovány ve dvou jiných výrobních závodech společnosti ESCATEC v Malajsii. V jednom z nich se používá detektor se zesilovačem obrazu sloužící ke kontrole méně složitých desek, v druhém plochý panelový detektor. Druhý jmenovaný stroj dokáže kontrolovat složitější, vícevrstvé desky a právě tento model byl po dalším podrobnějším zkoumání zvolen i pro výrobní závod v Heerbruggu.
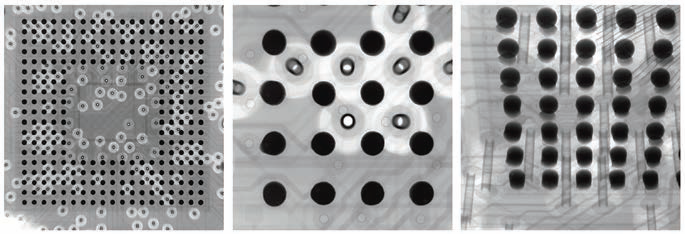
Obr. 3 Další vzorek obvodu BGA (vlevo). Při zvětšení obvodu BGA se zobrazí případné problémy (uprostřed). Naklopení obrazu odhalí defekty Head-in-Pillow (vpravo).
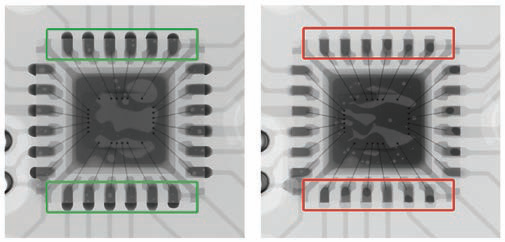
Obr. 4 Příklad správného připájení pouzdra QFN (vlevo). Příklad vadných spojů u pouzdra QFN kvůli nedostatku pájecí pasty (vpravo).
U předchozích rentgenových systémů používaných v heerbruggském závodě společnosti ESCATEC byl problém v tom, že byly založeny na technologii využívající automatickou laminografii a bylo nutné k nim napsat složité testovací programy. Proces inspekce probíhal ve dvou fázích. Nejprve byly všechny sestavy DPS zkontrolovány a rozděleny na desky dobré a desky špatné s podezřením na vadné pájené spoje. V druhé fázi pak zkušební technik kontroloval desky označené jako špatné a ověřoval, které jsou dobré a na kterých se skutečně vyskytují vadné spoje.
Tento typ stroje má omezené použití v tom smyslu, že může sledovat vrstvy jen z horní a spodní strany vzorku. Nebylo možné plochý panel naklopit, aby mohl technik prohlížet vzorek ze strany. Navíc ani rozlišení obrazu nebylo vždy dostatečné, aby bylo možné vady správně rozpoznat, a to zejména u obvodů BGA s jemnou roztečí vývodů, u pouzder QFN a podobně. Některé vady, například defekt pájeného spoje obvodu BGA označovaný jako Head-in-Pillow (HiP), je velmi obtížné zahlédnout z jednoho konce DPS. V elektronickém průmyslu to představuje závažný problém, neboť spoj může zpočátku vykazovat elektrickou integritu, ale nemusí být dostatečně mechanicky odolný, takže v praxi bude náchylný k poruchám a v budoucnu bude vyžadovat nákladné opravy.
Schopnost plochého panelu zařízení XT V 160 naklopit vzorek o více než 70 stupňů spolu s měnitelným zvětšením umožňuje obsluze snadné zjištění defektů Head-in-Pillow a dalších vad. Další výhodou je konstrukce ve formě otevřené trubice umožňující snadnou výměnu vláknového zdroje 160 kV / 20 W na rozdíl od předchozího rentgenového stroje, který měl trubici zavřenou. Ta byla rovněž nespolehlivá, což vedlo k vysokým nákladům na údržbu. Jak tvrdí Dr. Muendlein, stroj firmy Nikon Metrology má mnohem nižší náklady na údržbu i provoz.
Při provádění průzkumu trhu a hledání nového rentgenového zařízení zvažoval heerbruggský tým celou řadu případných dodavatelů. Nakonec bylo rozhodnuto, že jejich účelům nejlépe vyhovuje stroj XT V 160, neboť jeho poměr cena/výkon byl lepší než u ostatních hodnocených strojů.
Patentovaná, vysoce přesná rentgenová technologie vestavěná v inspekčním systému XT V 160 usnadňuje účinnou analýzu defektů sestav DPS v plynulém, nedestruktivním procesu. Tyto systémy jsou určeny pro inspekci obvodů BGA, vícevrstvých desek a pájených spojů DPS a používají se ve výrobních linkách a v laboratořích pro analýzu poruch.
Technik ovládá 5osé zařízení na zpracování vzorků za použití přesné navigace, kdy pomocí joysticku řídí rentgenové zobrazení v reálném čase. Díky tomu lze intuitivně a rychle najít vady na složitých deskách plošných spojů a elektronických součástech. Zájmovou oblast lze prohlížet v prostoru 360 stupňů kolem dokola a přitom ji udržet ve středu zorného pole.
K dalším klíčovým atributům patří patentovaná technologie bodových zdrojů rentgenového záření, rychlá automatická inspekce pomocí nastavitelných maker, dvojité zobrazení pro souběžné měření a analýzu v reálném čase, jakož i možnost dovybavit plochý panelový detektor počítačovou tomografií (CT).
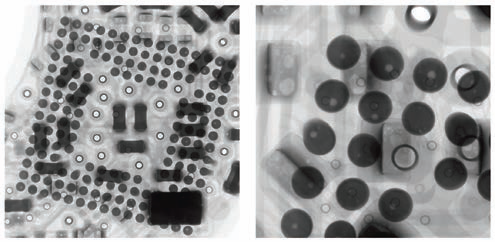
Obr. 5 Složité desky mají často více vrstev, díky čemuž se z rentgenu stává užitečný nástroj k inspekci jednotlivých součástek.
Dr. Muendlein k tomu dodal: „Náš stroj XT V 160 v Penangu je vybaven CT, to se však využívá spíše v laboratoři než k řízení výrobního procesu. Možná budeme také uvažovat o tomto dovybavení kvůli testování nových pájených profilů a analýze poruch, neboť by nám to umožnilo zobrazení kompletního 3D modelu desky. Když máte překrývající se součástky, nemůžete je vidět z žádného úhlu zobrazení, a to ani pomocí rentgenu – jedinou možností je pak použít CT.“
Stejně jako ve firmě ESCATEC možnosti využití systémů XT V při nedestruktivním testování daleko překračují rámec povrchové montáže, včetně desek s průchozími otvory, lepení integrovaných obvodů a propojení na úrovni waferu. Kromě inspekce elektroniky jsou tyto stroje vhodné také k rentgenování a CT inspekci různých drobných součástek, například mikroelektromechanických systémů používaných ve spotřební elektronice, jako jsou chytré telefony, ale i akcelerometry, snímače tlaku nebo gyroskopy. Rovněž je možné s nimi provádět inspekci drobných kabelů, svazků vodičů, plastových součástí, LED kontrolek, spínačů a lékařských součástek.
Všechny rentgenové stroje společnosti Nikon Metrology jsou vyráběny ve výrobním závodě v Tringu v Hertfordshiru ve Velké Británii.
Další informace týkající se společnosti ESCATEC, předního evropského dodavatele zakázkových návrhářských a výrobních služeb, jsou uvedeny na webové adrese: www.escatec.com.














