

 Vítejte, dnes je
čtvrtek
03.
duben
2025
Vítejte, dnes je
čtvrtek
03.
duben
2025
Energetické štítky jsou klíčovou součástí globálního úsilí za snížení spotřeby přírodních zdrojů. Štítky informují zákazníka o budoucích dopadech jeho nákupu. V současnosti existuje mnoho národních a jiných energetických štítků týkajících se budov, automobilů, žárovek, myček a sušiček nádobí, klimatizačních jednotek atd. Směrnice EuP (směrnice pro výrobky používající energii) pracuje rovněž na klasifikaci průmyslových aplikací s cílem nastavit pravidla pro budoucí úspory energie. Příprava těchto pravidel bude trvat minimálně tři roky. Do té doby nebudou pro průmyslová výrobní zařízení k dispozici žádné energetické štítky. Výrobní společnosti, které se řídí normou ISO 14000 a dalšími standardy pro životní prostředí, musejí hlásit a snažit se minimalizovat dopady jejich činnosti na životní prostředí. Z hlediska životního prostředí jsou pro výrobce nejrizikovější materiály procházející výrobním procesem. Například obvody a displeje pro mobilní telefony mohou obsahovat toxické látky jako je arzén (As), beryllium (Be), kadmium (Cd), měď (Cu) a olovo (Pb). Plastové kryty mobilních telefonů jsou ošetřeny bromovanými zpomalovači hoření. Množství energie, které výrobní linky spotřebují, je také významné, protože tyto linky mohou pracovat prakticky nonstop 24 hodin denně. Dvěma hlavními konzumenty energie ve výrobě elektroniky jsou pájecí zařízení a stroje typu pick- and-place. Pájení je energeticky vysoce náročný proces, přičemž je ale teplotní profil pájecí lázně určován výhradně požadavky výrobního procesu. Spotřeba energie se většinou vypočítává z bodu tavení pájky, tepelné kapacity (délka pece a příslušný počet tepelných zón) a z kvality izolace. Jak u pájecích pecí, tak u osazovacích zařízení, ovlivňuje výrazně spotřebu energie kvalita konstrukce daného zařízení. Za normálních okolností musí být teplo uvolněné strojem při výrobě odvedeno vzduchotechnikou. Nízkoenergetická konstrukce stroje tak přináší dvojitou úsporu.
Abychom mohli porovnávat dopady na životní prostředí, musíme mít k dispozici standardizované měřicí metody. Evropská směrnice EuP obsahuje požadavky na ecodesign domácích elektrických spotřebičů a vyžaduje udání míry jejich dopadu na životní prostředí. Široce akceptovanou metodou ke zjištění dopadů na životní prostředí je eco-indikátor 99 (ISO 14042), který používá metodu posuzování životního cyklu (LCA). Tato metoda hodnotí předpokládané škody na životním prostředí, které daný produkt během svého životního cyklu způsobí, pomocí „eco bodů“. V případě pick-and-place zařízení je body ohodnocena jeho výroba, přeprava, instalace, provoz a likvidace. Většinu oceli, hliníku, mědi a plastů použitých při výrobě zařízení lze recyklovat, zůstává nám tedy doprava, instalace a provoz. Protože osazovací systém běžně vydrží sedm a více let, představuje spotřeba energie během jeho životního cyklu nejvýznamnější faktor. V zemích jako je Čína, roste spotřeba elektrické energie rychleji než kapacita elektráren. Častý nedostatek výkonu ji nutí budovat další uhelné elektrárny. Uhlí se stalo hlavním zdrojem znečištění životního prostředí a tepelná kvalita čínského uhlí se zhoršuje. Tato energetická situace ukazuje důležitost energetické účinnosti strojů. Výpočty podle metody eco-indikátor 99 ukazují, že největší dopad má elektrická energie, kterou stroje pick-and-place spotřebují – motory a ovládací prvky, dodávka tlakového vzduchu, osvětlení, vzduchotechnika výrobního prostoru, ale také zbytkový efekt energie spotřebované na různé úpravy.
Všechny výrobky nějakou měrou poškozují životní prostředí. Musí se vytěžit suroviny, výrobky se musí vyrobit, zabalit a distribuovat. Během provozu mohou spotřebovávat energii anebo materiál. A nakonec musejí být nějakým způsobem zlikvidovány. Pokud chceme minimalizovat dopady na životní prostředí, musíme začít posouzením celého životního cyklu. Eco-indikátor 99 je vynikající metoda pro výpočet ekologické zátěže celého životního cyklu pick-and- place stroje nasazeného v montážní lince. Eco-indikátor 99 má tři kroky. Nejdříve se provede soupis všech toků z a do všech procesů v životním cyklu výrobku (LCA strom). Následně se vypočítá zátěž těchto toků v podobě eco-bodů pro tři hlavní kategorie. Normalizovaná data jsou vynásobena jejich váhovým koeficientem a pro každou kategorii sečtena. Tím dostaneme konečnou hodnotu v ecobodech: průměrný Evropan zatíží životní prostředí 1000 eco-body za rok.
Zjednodušený LCA strom ukazuje, že nejvýznamnější materiálové a energetické toky během životního cyklu pick-and-place stroje tvoří ocel, hliník, plasty a měď; a montáž/balení, přeprava a provoz stroje. Během výroby představuje největší ekologickou zátěž ocel, která tvoří největší materiálový objem. Významná je doprava po zemi a zejména vzduchem. Největší ekologický dopad během provozu představuje elektrická a další energie spotřebované na pohon stroje. To zahrnuje i elektřinu spotřebovanou na klimatizaci objemu vzduchu okolo pick-and-place stroje. Při výpočtu klimatizace počítejte s virtuálním kvádrem, jehož rozměry jsou dány délkou stroje, hloubkou stroje + 1 m prostoru pro obsluhu na každou stranu a výšku 4 m jako výšku stropu výrobní haly. Spotřeba energie během provozu má sice nejvýznamnější dopad, ale nesmíme zapomenout ani na odpad tvořený páskami z obalů součástek, který rovněž představuje ekologickou zátěž. Tuto zátěž je možné snížit používáním velkoobjemových balení. Během likvidace na konci životnosti (EOL) je stroj různými způsoby rozebrán na materiály, které mohou být recyklovány, a zbytek jde na skládky.
Vypočítejme si model škod pro tyto toky. Máme tři kategorie škod: zdroje, ekosystém a lidské zdraví. Do zdrojů patří i dodatečná energie nutná v budoucnosti pro těžbu minerálních a fosilních zdrojů. Ekosystém zahrnuje dopad na diverzitu druhů v souvislosti s faktory, jako jsou ecotoxicita, okyselování, eutrofizace, změny klimatu, úbytek ozónové vrstvy a využití půdy. Do kategorie lidského zdraví patří počet a délka trvání všech souvisejících karcinogenních účinků nebo onemocnění dýchacích cest, a dále počet roků nedožitých z důvodu předčasného úmrtí v důsledku narušení životního prostředí.
Hodnocení je v podstatě subjektivní proces. Nejoblíbenější je Hofstetterova výzkumná metoda, ve které je lidské zdraví považováno za nejdůležitější hodnotu. Druhý v pořadí je ekosystém a třetí je ochrana přírodních zdrojů. Pokud lidskému zdraví i ekosystému přiřadíme váhu 40 % a zdrojům 20 %, dojde ke zkreslení posouzení dopadů na životní prostředí. Koeficienty zahrnují vlivy, jako je znečištění ovzduší elektrárnami, ocelárnami a výrobci plastů. Nejdůležitější je využití energie.
Výsledky jsou závislé na způsobu, jakým je energie do výrobního závodu dodávána. Podíl obnovitelných zdrojů je malý, zatímco podíl fosilních paliv je mnohem vyšší a převažuje nad vlivy vlastního stroje.
Vzhledem k objemu výroby umístěné v Číně, byly hodnoty kalkulovány pro nejhorší případ uhelných elektráren. To zahrnuje emise skleníkových plynů (CO2, Nox a SO2) a zbytkové emise (U, Rh a Hg).
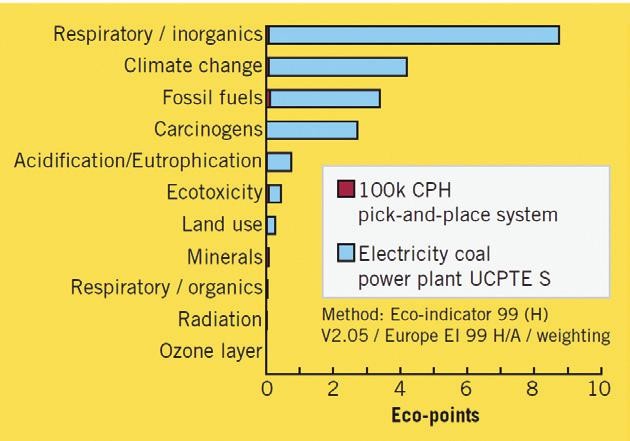
Obr. 1 Dopad nové generace pick-and-place strojů na životní prostředí* (přepočteno na 00 000 komponentů za hodinu), vyjádřeno v eco-bodech. opady jsou naprosto jednoznačně determinovány provozní spotřebou energie (modré sloupce), zatímco dopad výroby je minimální (červené sloupce).
Nejhorším důsledkem spotřeby energie jsou respirační problémy způsobené organickými látkami, následují klimatické změny, karcinogeny a fosilní paliva (obr. 1).
Údaj o spotřebě energie dobře vyjadřuje celkovou kvalitu a účinnost stroje. Vysoký výkon stroje zlepšuje všechny ekologické ukazatele, protože dopady jeho činnosti se rozpustí do více osazených desek. Jednoduchý upgrade softwaru může zvýšit skutečný výkon osazovacího systému a může se stát, že místo dvou strojů bude stačit jen jeden. Oba faktory snižují dopady na životní prostředí.
Nižší hmotnost strojů snižuje zátěž na jejich přepravu. Motory s vysokou energetickou účinností s rekuperací energie, sníženou setrvačnou hmotou a sníženým třením zlepšují spolehlivost a kvalitu a stejně tak dopady na životní prostředí. Díky snížené spotřebě tlakového vzduchu a zavádění režimů na úsporu energie jsou systémy nové generace schopny zabránit nadbytečné spotřebě energie.
Menší rozměry stroje snižují požadavky na vzduchotechniku a osvětlení na m2 výrobního prostoru. Dokonce takový faktor, jako je modulární konstrukce, prodlužuje životní cyklus stroje, což znamená jeho pozdější likvidaci. Příprava programu v režimu off-line znamená méně zbytečného provozu zařízení. To stejné platí pro vysokou výtěžnost, což vede k menšímu množství zbytečně osazených komponentů. Výsledkem je méně rework prací, kterým se často nevěnuje pozornost jako zdroji plýtvání, ale ve skutečnosti veškerá energie a zdroje použité pro tyto práce jsou pouhým plýtváním.
Dobrá konstrukce rovněž minimalizuje odpad ve chvíli, kdy stroj dosáhne konce životního cyklu. Jestliže dokážeme znovu použít více než 99 % materiálu stroje (míněno jeho hmotnosti), dopad konce životního cyklu se významně sníží.
Na obr. 2 je zobrazen dopad na životní prostředí různých úkonů při montáži desky. Jako příklad je použita typická montáž desky pro mobilní telefony se 1456 komponenty na sestavě čtyřech desek (364 komponentů na telefon). V tomto případě byla použita pájka SnPbAg, přibližně 2 % celkové hmotnosti. Hlavní vlivy osazovací linky jsou vedlejší náklady (vzduchotechnika, odvětrání), organické emise a spotřeba energie v peci pro reflow.
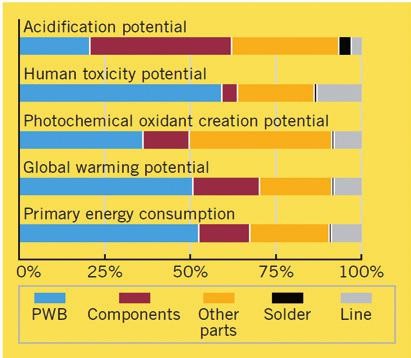
Obr. 2 Dopad na životní prostředí různých úkonů při výrobě typické DPS mobilního telefonu. Zdroj: University of Stuttgart, GaBi
Komponenty a DPS mohou být také ovlivněny přechodem na bezolovnatou pájku. Tyto vlivy nebylo možné určit.
Procentuální příspěvek (0 až 100 %) každého faktoru na grafu ukazuje, že DPS má nejvýznamnější vliv (průměrně okolo 50 %), zatímco pájka a zpracování SMT mají menší vliv. Energetická náročnost bezolovnaté pájky je podstatně vyšší než pájky cín-olovo. To je dáno především vyšším tavným bodem bezolovnaté pájky. Na druhou stranu jsou bezolovnaté pájky méně toxické než pájky cín-olovo. Rework práce jsou především plýtváním, které lze omezit modernizací pick-and-place strojů, například zavedením paralelního osazování. Paralelní osazování má typický počet vad na milion příležitostí (DPMO) menší než 10, zatímco u strojů, které používají sekvenční osazování je tento údaj typicky 50. Takové DPMO znamená okamžité zlepšení výtěžnosti o více než 20 %. Pokud se vyhneme rework pracím, snížíme spotřebu pájecí pasty během 7 let ze 14,5 kg na 3,5 kg. Rovněž se uspoří energie za reflow pájení.
Nejdůležitější je ale fakt, že to znamená úsporu tří rework stanic (každá s příkonem 2,5 kW) na jednu linku oproti sekvenčnímu pick-and-place systému (platí pro běžnou aplikaci).
Jestliže spotřeba energie hraje v dopadech na životní prostředí naprosto dominující úlohu, řešením jsou energetické štítky pro pick-and-place stroje. Požadavky směrnice EuP byly dosud zaměřeny na spotřební trh, ale průmyslové výrobky jsou také důležité. Zde mohou mít největší vliv na budoucí dopady na životní prostředí vývojová oddělení, která tyto výrobky navrhují.
Metoda zde nastíněná vychází ze směrnice EuP. Ta obsahuje ekologické požadavky na konstrukci a vývoj výrobků, které významně spotřebovávají energii a přírodní zdroje. Porovnání šesti osazovacích systémů pomocí eco-indikátoru 99 ukazuje na důležitost systému energetických štítků. Avšak norma ISO 14042 neumožňuje použít k porovnání různých výrobků pouze tuto metodu.
Systém energetických štítků může být jednoduchý: směrnice EuP navrhuje štítky se 6 až 9 třídami. Průměrná spotřeba energie všech dostupných výrobků má hodnotu 100. Pokud má některý výrobek spotřebu například 55 % nebo nižší, potom bude zařazen do třídy A (obr. 3).
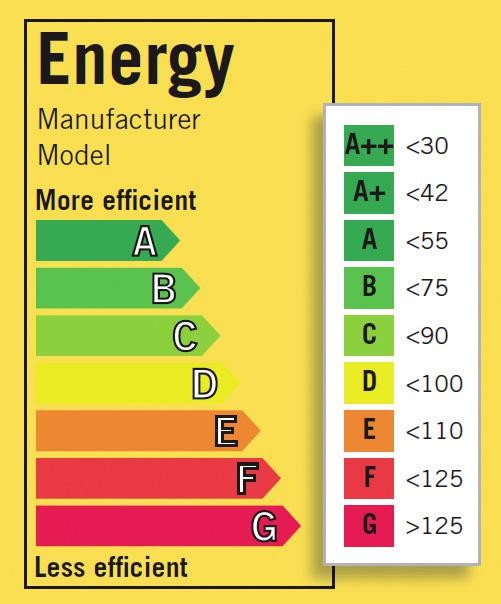
Obr. 3 Navržený systém energetických štítků pro osazovací troje (převzato z existujícího systému ro chladničky/mrazničky). Výrobky třídy A mají spotřebu energie a úrovni 55 % průměru výrobků dostupných na trhu.
Pokud budou naše stroje pracovat na plný výkon a maximálně efektivně a pokud zavedeme opatření na zlepšení výkonu, kvality, výtěžnosti a účinnosti, můžeme pomoci snížit dopady a plýtvání. Tím zajistíme, že linky budou pracovat efektivně po celou dobu životnosti strojů.
*Změny na stroji a vyhodnocení dopadů na životní prostředí bylo provedeno na zařízení Assembléon řady A














