

 Vítejte, dnes je
neděle
11.
květen
2025
Vítejte, dnes je
neděle
11.
květen
2025
Když výrobce snímačů určených pro ropný a plynárenský průmysl přešel k bezolovnaté výrobě, aby vyhověl směrnici RoHS, nastaly problémy s přilnavostí, v jejichž důsledku vznikaly na deskách vady. Kvůli požadavkům směrnice RoHS musely materiály pro sestavy DPS náhle odolávat mnohem vyšším teplotám než kdy dříve. Materiály byly dimenzovány s vysokou teplotou skelného přechodu (Tg), aby dokázaly vydržet vyšší teploty při přetavování bezolovnatých pájek, nicméně u nich došlo ke snížení přilnavosti konformních povlaků. Výrobce tak při výrobě sestav DPS zaznamenal zvýšený výskyt vad. Proto bylo nutné rychle najít řešení.
Konformní povlak byl u daného výrobce nezbytnou součástí montážního procesu, neboť desky měly být používány v náročném prostředí. Nicméně konformní povlak nechtěl k deskám přilnout a tam, kde přilnul, nebyl rovnoměrný. Výrobce si uvědomil, že vady vznikaly kvůli problémům se smáčením, které vedly ke špatnému nanesení konformního povlaku.
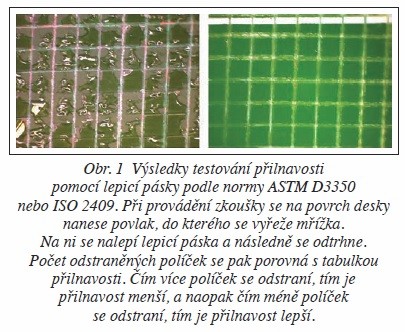
Odsmáčení neboli nedostatečná přilnavost nastává tehdy, když se na povrch desky plošných spojů, pouzdra nebo součástky nanese tekutý nátěr a ten ještě před zaschnutím nebo vytvrzením odteče z kontaminovaného místa. Při výrobě desky plošných spojů se na desku nanese pájka, na pájku se umístí součástka a deska projede přetavovací pecí, kde je vystavena žáru, kterým se pájka roztaví a přitaví součástku k podkladu sestavy DPS. Aby se při spojování kovů za vysoké teploty zabránilo oxidaci základních a přídavných materiálů, přidává se tavidlo. Příčinou kontaminace může být zbytkové tavidlo, separační pasta, vypocování epoxidu, nebo dokonce otisky prstů z manipulace. Bezoplachové tavidlo by při pájení vlnou mělo být teoreticky spotřebováno, ve skutečnosti se však neodstraní všechny nečistoty.
Dokud přetrvával problém s odsmáčením, bylo nutné linku na výrobu sestav DPS odstavit, protože kazovitost byla příliš vysoká. Výzkum ukázal, že by mohla pomoci plazmová úprava před nanesením konformního povlaku. Při návštěvě nedaleké firmy na výrobu DPS bylo zjištěno, že se zde používají systémy Nordson MARCH na plazmovou úpravu. Proto byl kontaktován aplikační tým společnosti Nordson MARCH.

Aby bylo možné odhalit daný problém a lépe určit příčinu vad na deskách, společnost Nordson MARCH provedla standardní měření kontaktního úhlu pomocí goniometru ke zjištění povrchového napětí desky. Čím lepší je povrchové napětí, tím lepší je smáčení.
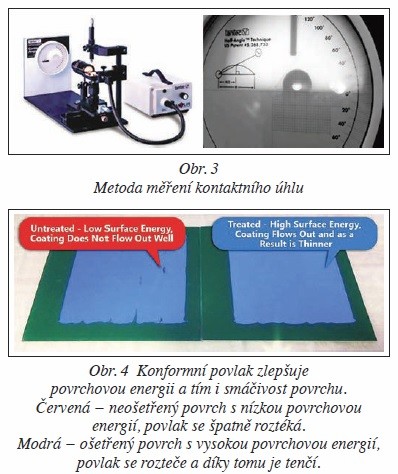
Při této zkoušce se na konec mikropipety umístí řízená kapka vody a jehla se spouští dolů, až se kapka dostane do kontaktu s povrchem desky. Potom se jehla zatáhne a zkoumá se, jestli kapka zůstane na desce. Pokud se kapka zakulatí, značí to velký kontaktní úhel. Jestliže existuje dobré povrchové napětí a dochází k dobrému smáčení, kapka se rozprostře po povrchu desky. Stupeň kontaktního úhlu ukazuje množství nečistot na desce. Čím je úhel větší, tím větší je znečištění. Vadné sestavy DPS, které společnost Nordson MARCH pro výrobce testovala, vykazovaly obrovský kontaktní úhel dosahující téměř 90 stupňů. Ideální kontaktní úhel je menší než 20 stupňů. Není tedy divu, že konformní povlak nechtěl držet.
Plazma dokáže skvěle zlepšit přilnavost materiálů zvýšením jejich povrchové energie a je velmi užitečná také k odstranění nečistot, jež mohou nepříznivě ovlivnit přilnavost konformních povlaků. Plazmová úprava je vhodná pro širokou škálu požadavků na čištění, aktivaci povrchu a zlepšení přilnavosti při výrobě polovodičů, pouzdření či montáži mikroelektroniky a také při výrobě zdravotnických a biologických zařízení.
Plazmová úprava interaguje s povrchem desky plošných spojů dvěma způsoby – fyzikálně a chemicky. Fyzická interakce spočívá v bombardování povrchu ionty na úrovni nanočástic. Energetické ionty působí na povrch a uvolňují kontaminující materiál. To se obvykle provádí za použití inertního plynu, například argonu. Chemická interakce s povrchem využívá účinné látky vytvořené v plazmě, jako jsou kyslíkové radikály, které okamžitě reagují s organickými kontaminanty. Během plazmové úpravy jsou často přítomny oba mechanismy a dominantní mechanismus lze řídit pomocí parametrů procesu, k nimž patří tlak, síla, umístění i chemické složení.
Na povrchu upraveném plazmou obvykle vznikne vysoce energetický povrchový stav jako důsledek aktivace povrchu během čištění. Vysoce energetické povrchové stavy zajišťují lepší spojení, ať už při adhezivním bondování, bondování drátkem, nebo jako v případě senzorových sestav DPS při laminování nebo bondování konformním povlakem. Neupravené (nízkoenergetické) povrchy standardně vykazují hydrofobní charakteristiky, zatímco povrchy s plazmovou úpravou jsou zpravidla hydrofilní.

Při provádění testů ve společnosti Nordson MARCH byly sestavy DPS před nanesením konformního povlaku ošetřeny pomocí stroje AP-1000 pro plazmovou úpravu povrchů. Tento stroj byl vybrán proto, že po dokončení testů lze stejný soubor parametrů snadno přizpůsobit pro libovolný systém řady AP podle kapacitních požadavků a kromě toho automatický vysokorychlostní in-line systém pro plazmovou úpravu povrchů dokáže zajistit kontinuální přísun DPS.
Desky ze dvou různých výrobních řad byly ošetřeny plazmou za použití dávkového procesu a následně bylo u každé z nich znovu provedeno měření kontaktních úhlů pomocí goniometru. Dokonce i po krátké úpravě došlo ke zlepšení.
Aby bylo skutečně vidět účinek plazmové úpravy, musely desky projít běžným procesem montáže DPS. Zástupci firmy proto několikrát navštívili výrobní závod. Pro celou operaci bylo důležité, že aplikační technici společnosti Nordson MARCH pomohli určit ideální parametry.
Původní zkoušky probíhaly v prostorách společnosti Nordson MARCH na úrovni hladiny moře, avšak firma na snímací techniku se nachází v nadmořské výšce 1400 metrů. Aby bylo možné zjistit vliv nadmořské výšky a ověřit nastavení systému, provedl aplikační tým společnosti Nordson MARCH ve výrobním závodu další cykly plazmové úpravy pomocí stroje AP-1500, který má větší kapacitu a schopnost zpracovávat velké objemy. A skutečně se ukázalo, že nadmořská výška má na výsledek vliv. Díky flexibilitě ovládacích prvků bylo možné plazmový stroj znovu zkalibrovat, aby i ve vyšší nadmořské výšce poskytoval ty nejlepší výsledky.
Jakmile byly sestavy DPS po ošetření plazmou vráceny do montážní linky k nanesení konformního povlaku, došlo ve všech případech k výraznému snížení kazovosti. Firma tak dokázala vyřešit vady související s nanášením povlaku a mohla znovu rozběhnout montážní linku.














