

 Vítejte, dnes je
neděle
11.
květen
2025
Vítejte, dnes je
neděle
11.
květen
2025
V třetí části věnované skrytým vadám bych ráda navázala na předchozí článek, který se zabýval kvalitou prokovených otvorů. V rámci své práce se zabývám aplikační podporou výrobních procesů zaměřených na zpracování desek plošných spojů jak technologií povrchové montáže, tak smíšené. Současně provádím analýzu případných vad, defektů, které se během procesů vyskytnou.
Jak již kolega Šebesta předeslal v závěru svého článku, podíváme se dnes pomocí rentgenové analýzy na kvalitu vrtaných otvorů. Jednotlivé obrázky pochází z četných rozborů a analýz, které jsem prováděla pro zákazníky.
V další části článku se pak budeme zabývat důsledky těchto skrytých vad ve výrobách, které se projevují nejčastěji na deskách plošných spojů při procesu pájení.
Než se podíváme na rentgenové snímky, tak si hrubé vrtání v pokovených otvorech ukážeme z pohledu vizuální kontroly.
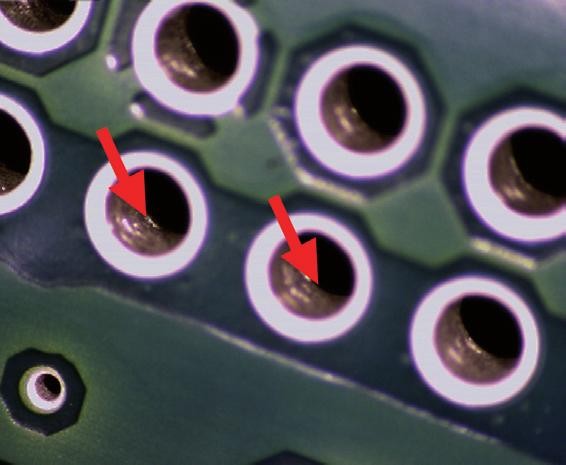
Obr. 1 Šipky označují uvnitř pokovených otvorů jasné rýhy po hrubém vrtání
Při běžné vstupní kontrole desek plošných spojů (obr. 1) pod mikroskopem nebo i pouhým okem je možné odhalit potenciální skryté vady na deskách, které by mohly mít vliv na spolehlivost a kvalitu pájených spojů. V případě podezření na skryté vady musí být vizuální kontrola podpořena dalšími testy. Výbrusy desek plošných spojů nebo rentgenovou analýzou.

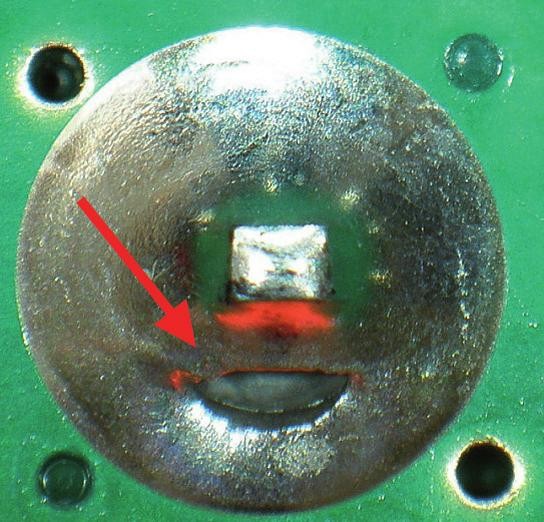
Obr. 2 Detail hrubého vrtání neprokoveného otvoru
Indikací skryté vady na deskách může být i nekvalitní vrtání nepokovených montážních otvorů (viz obr. 2 a obr. 3).
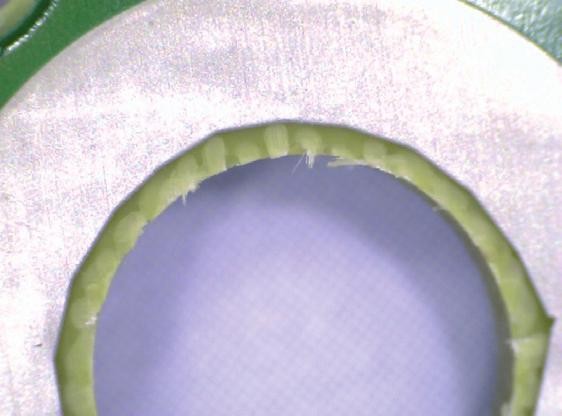
Obr. 3 Neprokovený montážní otvor
Při použití rentgenové analýzy jako nedestruktivní metody pro zjištění možných vad jsme získali nový pohled na kvalitu vrtání prokovených otvorů.
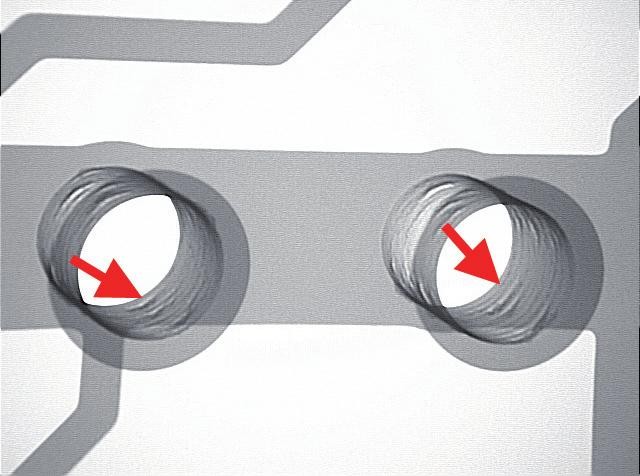
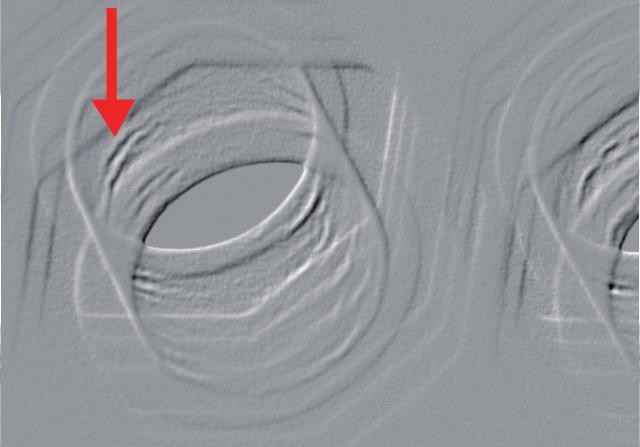
Obr. 4 Rentgenový snímek prokovených otvorů
Na rentgenových snímcích (obr. 4, 5 a 6) jsou pomocí šipek zdůrazněny stopy po hrubém vrtání otvorů, při kterém dochází k vytrhávání vláken základního materiálu.
Obr. 5 Detail. Rentgenový snímek prokoveného otvoru
Hrubost vrtání je způsobena většinou použitím tupých nebo značně opotřebovaných vrtáků.
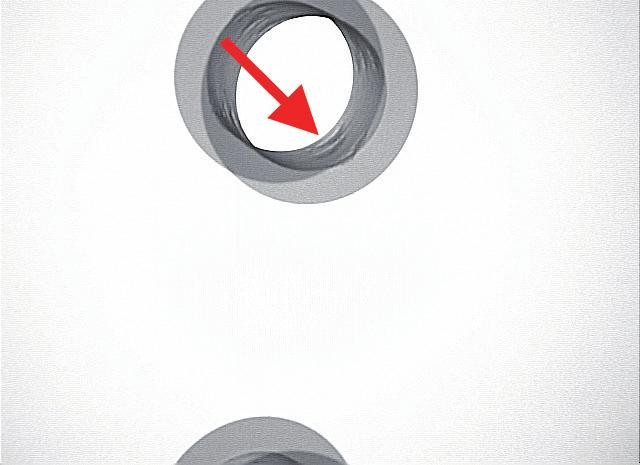
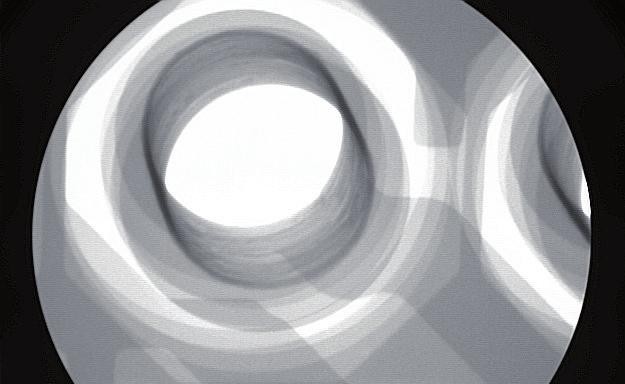
Obr. 6 Reliéfní zobrazení rentgenového snímku
Pro bezproblémové pájení prokovených otvorů nesmí hrubost vrtání překročit 40–50 μm do strany základního materiálu a současně musí být dodržena minimální tloušťka pokovení Cu v rozmezí 20–25 μm.
Obr. 7 Rentgenový snímek prokoveného otvoru bez viditelných stop po hrubém vrtání
Pro srovnání na dalších rentgenových snímcích můžeme vidět prokovené otvory, u kterých byly dodrženy požadavky na kvalitu vrtání otvorů (obr. 7 a obr. 8).
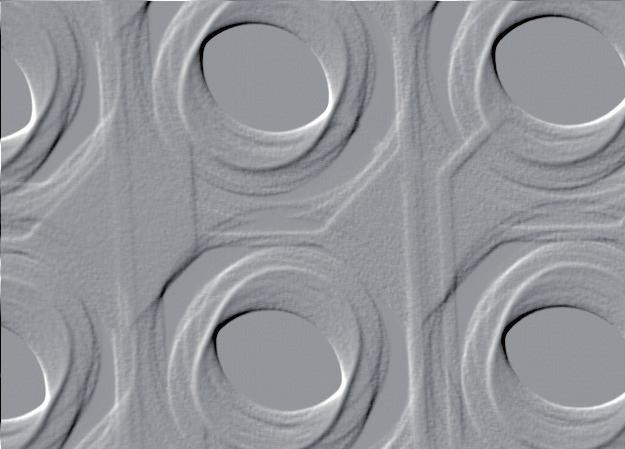
Obr. 8 Reliéfní zobrazení rentgenového snímku prokovených otvorů bez viditelných stop po hrubém vrtání
Důsledkem této skryté vady, kdy hrubost vrtání dosáhne k 100–120 μm do stran základního materiálu, a při dodržení minimální tloušťky pokovení Cu dochází během procesu pájení na vlně k plynování otvorů (obr. 9).
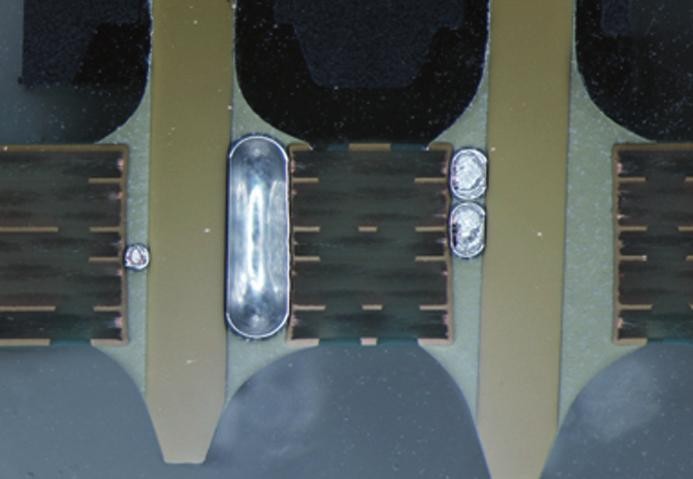
Obr. 9 Řez zapájených vývodů v prokovených otvorech
Uvnitř spoje dochází k tvorbě jak drobných bublin, tak bublin, které vyplňují celý prostor prokovených otvorů. Pájené spoje jsou tak nekvalitní a nespolehlivé.
Obr. 10 Trhlina v pájeném spoji
Nedodržení minimální tloušťky pokovení Cu, v prokovených otvorech má za následek tvorbu děr, dutin a propadlin v pájeném spoji (obr. 10 a obr. 11).

Obr. 11 Díra v pájeném spoji
V závěrečné části tohoto miniseriálu skrytých vad desek plošných spojů a jejich důsledků na proces pájení bychom se zaměřili na vady typu Blistering a Measling.














