
 Vítejte, dnes je
sobota 13.
prosinec 2025
Vítejte, dnes je
sobota 13.
prosinec 2025

Čištění šablon pro tisk pájecí pasty
Čištění šablon je při výrobě elektroniky nezbytným krokem, protože až 60 % defektů je způsobeno problémy při tisku pájecí pasty. Důležitost čištění se ještě zvyšuje s miniaturizací osazených desek a zvýšenou hustotou součástek.
Vysoké procento těchto problémů je způsobeno nedostatečným množstvím pájecí pasty nanesené na pájecí plošky. To bývá způsobeno provedením otvorů šablony, nevhodným poměrem tloušťky šablony a plochy obvodu nebo šířky otvoru (Area Ratio / Aspect Ratio), kvalitou pájecí pasty, nedostatečně čistou šablonou, případně i dalšími faktory.
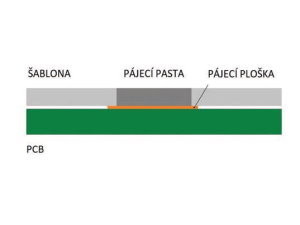
Na obr. 1 je znázorněn proces tisku pasty na pájecí plošku přes otvor šablony: V horní části obrázku je otvor šablony s natlačenou pájecí pastou nad pájecí ploškou desky. Prostřední část zachycuje situaci, kdy se šablona začíná zvedat a oddalovat od desky. Spodní část pasty přilnula tlakem na pájecí plošku, ale podobně přilnula pasta i na boční stěny otvoru. V dolní části obrázku je už vidět, jak vzdalující se šablona s sebou odnáší i malou část pasty, která se utrhla od zbytku pasty na pájecí plošce.
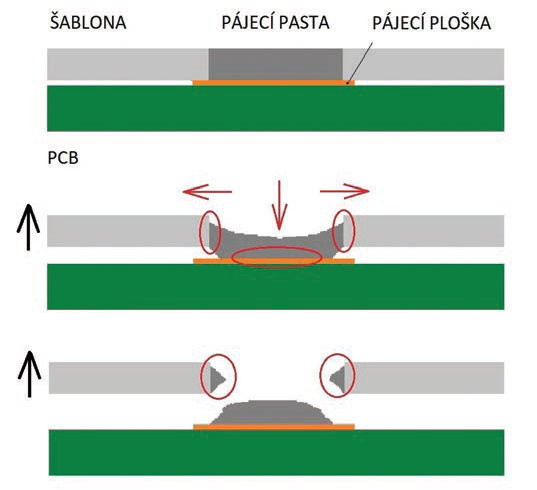
Obr. 1 Proces nanášení pájecí pasty na pájecí plošku přes šablonu
Z obrázku je zřejmá důležitost dodržení správného poměru velikosti otvoru k tloušťce šablony (Area nebo Aspect Ratio), protože úzké/malé otvory při neadekvátní (velké) tloušťce šablony neumožní uvolnit všechnu pastu z otvoru na pájecí plošku. Pochopitelně, že svůj vliv má i rychlost odtržení šablony od desky, protože rychlé odtrhnutí šablony může způsobit strhnutí části pasty s sebou − to už je ale záležitost nastavení tiskárny pasty. V žádném případě to ale neznamená, že správná tloušťka šablony vůči velikostem otvorů udrží šablonu kompletně čistou. Pasta se postupně také usazuje na obou stranách šablony a zejména v rozích přichycení k nosnému rámu, takže čištění šablony je nutné vždy, jenom s rozdílnou intenzitou. Pokud se přichycená pasta neodstraní z šablony včas, vyschne a zatvrdne, což jenom dál komplikuje její očištění.
Cílem čištění šablony je tedy odstranění zbytků pasty z otvorů i obou ploch šablony. Mezi základní metody čištění šablon patří čištění na spodní straně přímo v tiskárně (underside wipe), čištění mimo tiskárnu v čističkách šablon a ruční čistění, jehož výsledek ale závisí na zručnosti osoby, která čištění provádí.
K čištění se používají, kromě ubrousků a dalších mechanických pomůcek, čisticí kapaliny založené na bázi alkoholu nebo vody.
Jako příklad čisticí kapaliny lze uvést nový čistič E5631 od společnosti Kyzen. Ten začal výrobce nabízet koncem minulého roku specificky pro čištění šablon (planžety). E5631 představuje cenově výhodné řešení pro čištění šablon od všech typů pájecí past.
Aplikuje se v zařízeních pro čištění šablon rozprašováním i ultrazvukem a v systémech pro čištění spodní strany šablony. Zajišťuje výborné čištění všech běžně používaných materiálů, snadno se oplachuje vodou, a tak zkracuje i dobu potřebnou k vysušení horkým vzduchem. Tuto čisticí kapalinu lze ředit vodou až do 15 % a používat při teplotách do 49 °C.
Čistič E5631 je kompatibilní s materiály běžně používanými při výrobě elektroniky i čisticích procesech, neškodí konstrukčním prvkům šablony a plně vyhovuje bezpečnostním požadavkům. Nepředstavuje žádné riziko pro obsluhu ani životní prostředí, je biorozložitelný a vyhovuje směrnicím RoHS a REACH.
Dodává se v balení po 5, 25 a 200 litrech v polyetylenových nádobách. Ty lze skladovat při teplotě 5−50 °C po dobu až 5 let. Firma KYZEN nabízí zdarma vyzkoušení tohoto čističe v provozu.
