
 Vítejte, dnes je
sobota 04.
červenec
2026
Vítejte, dnes je
sobota 04.
červenec
2026

Problémy s bezolovnatým pájením – Zkoušení
Tento příspěvek je pokračováním příspěvku „Terminologie pro montáž v elektronice“a věnuje se problémům bezolovnatého pájení a zejména souvisejícím kontrolám a zkoušení. Odchod od pájek PbSn byl vynucen řadou směrnic, které mimo jiné zdůrazňovaly nebezpečnost olova v elektroodpadu.
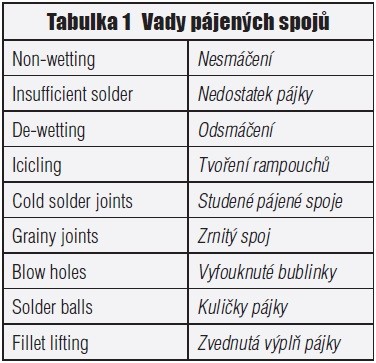
První problémy při zavádění bezolovnatého pájení byly známé vady pájených spojů (viz tab. 1), které se vyskytovaly i dříve [8], [9] a které souvisí s nedostatečně optimalizovaným procesem bezolovnatého pájení vlnou [1].
Růst intermetalických slitin ( intermetallic growth) je záludnějším problémem [2]. Vede například ke změnám elektrického odporu, změnám pevnosti ve smyku (shear strength) a pevnosti proti vytržení (pull strength).
Rozpouštění mědi (copper dissolution) je popsáno v dokumentu [2]. Jde o ubývání mědi až k přerušení povrchových měděných vodičů, což souvisí s opakovanou expozicí pájkám. Problém vede k nutnosti přepracování hotových zapájených výrobků.
Elektrochemická migrace ( Electrochemical Migration, [5], metoda 2.6.14.1) značí růst dentritů mezi vodiči na desce. Souvisí s nedostatečnou čistotou desky po pájení a s lokální intenzitou elektrického pole mezi příslušnými vodiči. Migrace byla populárním problémem již před řadou let (migrace stříbra mezi vývody integrovaných obvodů s roztečí 1,27 mm). Dnešní rozteč vývodů 0,4 mm tento problém obnovuje, zejména pro výkonové součástky –viz tab. 2.
![Tabulka 2 Intenzita elektrického pole mezi vývody součástek [2]](/getFile/id:3941/Tabulka 2 Intenzita elektrického pole mezi vývody součástek [2].jpg)
Čistota desek (PCB/PCBA Cleanliness) se kontroluje již pro neosazené desky (IPC-5701) a zejména po pájení ([5], metody 2.3.25 a 2.3.28; [7], zkouška 3C13). Čistota se vyjadřuje v ekvivalentních mikrogramech chloridů, resp. bromidů na jednotku plochy desky. Měří se např. technikou iontové chromatografie. Měřená deska se omývá v uzavřeném systému deionizovanou vodou a měří se její rezistivita. Ta klesá ze základní hodnoty cca 18 MΩ.cm. Jiný způsob měření čistoty desek je založen na měření povrchového izolačního odporu (Surface Insulation Resistance, [5], metoda 2.6.3.5; [7], zkouška 5E01)
Eroze/vyluhování metalizace (Loss of Metallization & Leaching) součástek pro SMT je rovněž obvyklým problémem bezolovnatého pájení. Dokument [6], 9.1 obsahuje kritéria přijatelnosti pájených spojů s touto vadou.
Eroze materiálu pájecího nářadí/zařízení představuje druhotné problémy při zavádění bezolovnatého pájení. Jde o části, které dlouhodobě přicházejí do styku s roztavenou bezolovnatou pájecí slitinou, např. hrot páječky nebo vana pájecího zařízení. Dokument [4] popisuje zkoušení (viz obrázek 1) proužku vyříznutého z materiálu vany ze zařízení pro bezolovnaté pájení vlnou. Zkušební podmínky takové zkoušky jsou uvedeny v tabulce 3.
![Obr. 1 Měření eroze dílů zařízení pro pájení vlnou [2]](/getFile/id:3939/Obr. 1 Měření eroze dílů zařízení pro pájení vlnou [2].jpg)
Obr. 1 Měření eroze dílů zařízení pro pájení vlnou [2]
![Tabulka 3 Podmínky pro zkoušení eroze materiálu pájecího zařízení [4]](/getFile/id:3942/Tabulka 3 Podmínky pro zkoušení eroze materiálu pájecího zařízení [4].jpg)
Maximální hloubka eroze se určuje statistickým přístupem. Dokument [4] popisuje v příloze B metodu statistické analýzy extrémních hodnot. Proužkový vzorek se zkouší na sestavě podle obrázku 1 a rozdělí se na N sekcí. Pomocí optického mikroskopu se určí maximální hloubka eroze pro jednotlivé sekce a potom se použije tzv. Gumbelovo rozdělení pro stanovení nejpravděpodobnější maximální hodnoty hloubky eroze na vzorku. Tento statistický přístup se běžně používá např. v meteorologii (maximální dešťové srážky), stavebnictví (maximální tíha sněhu na stavební konstrukce), případně jako metoda modelování extrémních rizik ve finanční sféře [3].
Literatura
[1] P. Biocca (Kester) Lead-free Wave Soldering (Some Insight on How to Develop a Process that Works) (Google)
[2] C. Tulkoff, Design for Manufacturing, IPC APEX 2012 (Google)
[3] J. Kahounová, Asymptotické pravděpodobnostní rozdělení výběrového maxima (Google)
[4] ČSN EN 62739-1 Zkušební metoda na erozi zařízení pro pájení vlnou, které používá roztavenou bezolovnatou pájecí slitinu – Část 1: Metoda zkoušení eroze kovových materiálů bez povrchového zpracování (připravuje se)
[5] IPC-TM-650: Test Methods Manual (free download jednotlivých metod)
[6] IPC-A-610E, Acceptability of Electronic Assemblies (též český překlad)
[7] ČSN EN 61189 (soubor) Zkušební metody pro elektrotechnické materiály, desky s plošnými spoji a další propojovací struktury a sestavy
[8] ČSN EN 60068-2-58 Zkoušení vlivů prostředí – Část 2–58: Zkoušky – Zkouška Td: Metody zkoušení součástek pro povrchovou montáž (SMD) – pájitelnost, odolnost proti rozpouštění metalizace a proti teplu při pájení
[9] ČSN EN 60068-2-83 Zkoušení vlivů prostředí – Část 2–58: Zkoušky – Zkouška Tf: Zkoušení pájitelnosti elektronických součástek pro povrchovou montáž (SMD) metodou smáčecích vah při použití pájecí pasty
